標準的精確磨樣應具有一個均勻的、帶有緞子般光澤的表面,沒有可見的斑點或劃痕,這是操作者一直努力想要達到的理想狀態,但實際上卻很難(圖1)。事實上工件表面有很多磨削缺陷,即使用肉眼也可以辨識出7種外圓磨削最常出現的主要缺陷。
帶走刀痕跡的磨樣的特點是在工件表面可以見到螺紋壓痕,這種壓痕的上升符合臺面的推進。造成這種缺陷的原因在于,砂輪的輪廓線與縱向磨削運動不平行。原因之一可能是主軸間隙,同時也可能是熱影響或校正刀具的磨損。因此為減少這種缺陷,通過監控校正刀具、熱比以及檢查主軸間隙是很有效的。

帶斜痕的磨樣特點是螺旋線、斜線或有規律的圖案。原因在于,有缺陷的校正過程產生了一個不圓的砂輪,這個砂輪在工件表面造成缺陷。排除缺陷只需要校正一下砂輪方向。
如果工件表面不規則地分布短的、點狀劃痕,稱為帶瘢痕磨樣。這可能是由冷卻劑(KSS)中自由活動的物質或砂輪添加物造成的。為避免這種缺陷,建議清潔防護罩和檢查過濾裝置。對于這種情況應該選擇更硬一點的砂輪。
帶顫振痕跡的磨樣特點是與工件平行的顫振痕跡(圖2)。原因可能是砂輪不平衡、工件或機器振動以及砂輪與工件的速度比(qs)小于60。排除缺陷的方法是檢查工件夾緊裝置和砂輪的平衡。可能的話建議使用固定架,此外冷卻劑不應該在固定砂輪上方通過。
過熱造成燒傷點
帶燒傷點的磨樣的特點是在工件表面可以見到螺紋狀或小片黃色及藍色瘢痕。這說明磨削過程過熱,可能是冷卻劑加注量不夠,砂輪校正太細或太硬。另一個可能的原因是速度比太高,應該小于120。避免缺陷的方法是提高矯正導程,qs小于120并且使用含有較高礦物油成分的冷卻劑。建議使用軟一點的砂輪并且選擇一種開放式的結構。
如果工件具有鏡子般的光澤,并保持預加工時的不平整性,可能是鈍砂輪產生的磨樣。原因可能是砂輪校正太細或顆粒太細。避免的方法是提高矯正導程,使用新的單粒金剛石修整器并且使用開放式結構或粗一點的砂輪。
與工件軸平行出現的棱面是來源于機器內外干擾的磨樣的特點。冷卻劑泵、通風機、機械鏟、沖壓機或其他部件都可能干擾磨削過程,在這種情況下必須排除干擾。圓度缺陷也屬于這類缺陷清單。產生原因可能是工件定中心不圓、工件尖不圓、工件未調中心或中心太高。
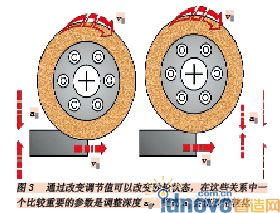
除了注意這些缺陷來源之外,操作者還要注意其他一系列可能性,不僅僅只注意切削過程并由此取得一定的影響,還要有目的的改變調節值從而改變砂輪狀態,使其軟一點或硬一點。
在這些關系中比較重要的參數是調整深度ae(圖3)。提高ae的影響在于,加大材料侵蝕、較粗的切削屑、更高的單晶顆粒負荷和單晶顆粒更大的碎裂傾向,從而使砂輪軟化。
降低ae意味著模擬降低的材料侵蝕,更細的切削屑、更低的單晶顆粒負荷和單晶顆粒更小的碎裂傾向,從而使砂輪硬化。

操作者須知的重要參數
操作者提高推進速度vw意味著加大材料侵蝕、較粗的切削屑、更高的單晶顆粒負荷和單晶顆粒更大的碎裂傾向,從而使砂輪軟化。同樣,如果改變調整深度ae那樣,產生降低vw的作用,砂輪便硬化。這種觀察也同樣適用于下述調節量。
第3個重要參數是圓周速度vc。提高vc的作用是在單位時間內每次嚙合更多的切削。這產生了更細的切削屑,降低單晶顆粒負荷,減小單晶顆粒的碎裂傾向,砂輪硬化。同時較大的砂輪直徑ds意味著接觸面擴大,單晶顆粒負荷更低,單晶顆粒的碎裂傾向更小,從而使砂輪硬化。
還有一個對磨削過程可能有影響的因素是在冷卻劑方面(圖4)。提高KSS的潤滑性能,就會在磨削過程中減少摩擦,從而使單晶顆粒負荷降低,單晶顆粒的碎裂傾向也會減小,砂輪更硬。
在這一關系中要注意冷卻潤滑劑噴嘴的設置。原理是,噴嘴應該足夠長,而且正好能夠成為銳角設置。這就是說,Loc-Line型號的噴嘴對自動化生產不是特別理想,因為它的靈活性更適合單件生產,比如在刀具制造中使用。
外圓磨削的冷卻潤滑理論模型可以參考Ott同步潤滑試驗(圖5)。這個模型說明,冷卻潤滑劑的噴射流出速度與圓周速度大致相同。其作用是這股射流“貼”在砂輪30°~40°的角度范圍內,從而營造出最佳的冷卻效果。
內圓磨削的特殊情況
最后還要特別解釋一下內圓磨削,有幾個關鍵點要特別注意。因為在內圓磨削時有很大的接觸面,柄部穩定性方面就會出現問題。對于柄部設置應該固定而且應選擇盡可能短的,無論如何都要避免直徑小的長柄。另一個關鍵點是冷切潤滑劑的灌注。
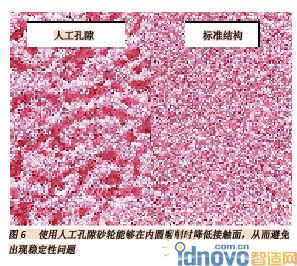
還有一個重要的因素是減小接觸面。對此可以首先調整砂輪芯軸的傾斜度,這樣端面的接觸面積就會減少;其次是使用特殊的多孔砂輪(圖6),通過人工孔隙降低接觸面;第三是可以通過砂輪直徑ds來實現,它應該在各種情況下都保持在工件直徑dw的2/3~4/5。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF