1.引言
航空發動機零件的種類繁多,其中有相當數量的零部件形狀不規則,這些零部件的機械加工、組件的焊接或裝配都需要相應的工裝夾具來輔助完成,檢驗也需要專用量具來輔助完成,因此,工藝裝備在航空發動機生產中發揮了較大的作用。近年來,公司的科研生產任務日益繁重,工裝的需求量也隨之增多,二維軟件已經滿足不了工裝設計的需要,選用三維軟件設計工裝勢在必行;UG軟件是我們行業系統選定的設計平臺,以UGNX為平臺,進行了產品零件造型、常用標準件庫建立、一般零件工裝設計及系列零件工裝設計等方面的學習和研究,為以后在整個部門大面積使用UG軟件做好前期準備工作。
2.產品零件造型
不管多么復雜的零件,都是由一些簡單特征組成的。對產品零件進行造型時,首先要充分理解設計意圖,認真分析產品的結構,將其化整為零,分解成若干簡單特征,再確定造型的先后順序,這樣操作起來就簡單多了。
UG實體建模提供了一組豐富的支持各種建模操作的工具集,使設計過程有更多的靈活性,用戶可以根據設計意圖選擇正確的建模策略;為了便于編輯修改,必須建立全相關、參數化的模型。在建模過程中要合理運用層的概念,給不同的特征設定相應的層,根據需要設定為可選或不可選,這樣操作界面就很清晰。
下面是一個盤環類零件(如圖1)模型創建的過程。
1)分析產品結構 該零件由三部分構成:回轉體、沿圓周分布的孔和腔體、一組均布的槽。
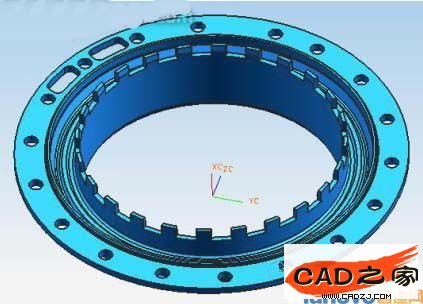
圖1
2)創建三個固定基準面:XY平面、XZ平面、YZ平面,三個固定基準軸:X軸、Y軸、Z軸。
3)生成回轉體:建立草圖,選擇XZ平面為草圖平面,用草圖中的直線命令繪制回轉體橫截面的形狀,不影響繪圖標注的倒角和圓角忽略;添加幾何約束和尺寸約束使草圖完全約束,結束草圖。再選擇草圖為掃描的截面線串,X軸為旋轉軸,建立旋轉體特征。進行倒角操作。
4)生成沿圓周分布的孔和腔體:這組孔共18個,其中17個孔按18孔沿圓周均布,1孔偏置。用成形特征創建1個孔,然后環形陣列生成18個均布的孔,再將偏置位置的1孔抑制;按偏置孔和腔體的形狀位置創建草圖,再對草圖進行拉伸切除,得到偏置孔和腔體。
5)生成均布槽:建立草圖,選擇回轉體的端面為草圖平面,繪制一條通過回轉中心的直線并轉換為參考的,確定直線與基準面的夾角,繪制四邊形,添加約束使一組相對邊與參考直線平行并保證尺寸,剩余的一組相對邊不必約束,手工拖動使圖形將均布槽的圓周厚度包含在內即可;對草圖進行拉伸切除,拉伸深度等于槽深。再環形陣列生成24個均布槽。
3.標準件庫建立
設計工裝時,需要用到大量的標準件,為了減少不必要的重復勞動,就必須要建立設計中常用的標準件庫。
部件族功能用于以一個部件(模板部件)為基礎,借助于UG的建模電子表單工具,快速建立一系列形狀相同但某些參數取值不同的部件。這一功能特別適合于標準件或通用件的建立。
下面用球面帶肩螺母(GB2149-80)來介紹標準件的創建。
1)標準件的命名和存放路徑作相應規定;部件名:GB2149-80;存放路徑:D:UG_VolSTDSTD_PARTGB。
2)創建模板部件。在造型過程中,對于需要在部件族中變化的參數,其表達式名要盡量取有意義和容易識別的名稱。為模型添加屬性:名稱和附注。
3)建立部件族。打開部件族對話框,定義部件族要利用的參數列,從可用列表框中選定所有需要的參數列,添加到已選用參數的列表框中。指定部件族保存目錄:D:UG_VolSTDSTD_PARTGB。單擊“創建”,進入部件族電子表格。
4)創建部件族電子表格。填寫每個部件成員的部件名稱、相關參數、屬性等內容,每一行表示一個成員部件的參數。定義完成后,保存電子表格,再保存部件族,自動返回到UG界面(如圖2)。
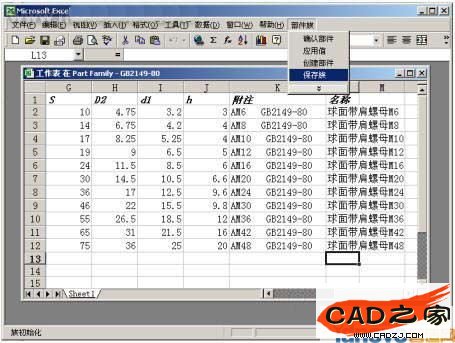
圖2
5)保存。在部件族對話框中,單擊“確定”;保存部件文件。
按上述步驟操作,再創建其余標準件的部件族,就逐步形成了常用標準件庫,通過局域網共享,滿足整個部門的需要。裝配時,直接調用部件族的匹配成員,添加相應的配對約束即可,部件族的屬性可以方便裝配的明細統計。圖3是調用標準件GB2149-80的示例。
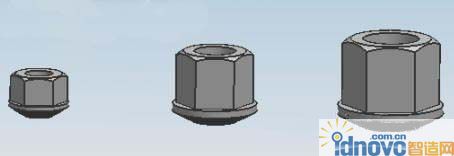
圖3
4.一般零件工裝設計
設計工裝就要用到裝配技術,UG裝配建模的方法有兩種:從底向上設計和自頂向下設計。從底向上設計是指在生成單個零件的基礎上,通過給定相配零件之間的配對約束關系,得到裝配體的過程;自頂向下設計是指在裝配環境中創建相關零部件,從裝配頂級向下產生子裝配和零件的裝配設計過程;在實際應用中可以根據具體情況交替使用這兩種設計方法。在工裝設計中,與產品零件直接發生關系或相互之間影響尺寸、形狀、位置關系的非標件的建立要采用自頂向下設計,而標準件可通過從底向上的設計方法加入到裝配中來。
在工裝設計的建模過程中,產品零件作為工裝的第一個成員組件調入裝配中,然后以它為基礎逐步生成工裝零部件。基于產品零件生成工裝定位、壓緊件,還有其他相關性非標件的設計都要用到WAVE技術。UG的WAVE技術是一種基于裝配建模的相關性參數化設計技術,利用它可以在不同部件之間建立參數之間的相關關系,即所謂“部件間關聯”關系,實現部件之間幾何對象的相關復制。工裝設計過程中,利用WAVE幾何鏈接器在部件中建立相關的幾何體,鏈接的幾何體相關到它的父幾何體,改變父幾何體會引起在所有其他部件中鏈接的幾何體自動地更新。使用WAVE技術要特別注意,不能建立WAVE循環鏈,即WAVE組件A→組件B→組件C→組件A。
裝配建模過程中,在各組件中利用良好的引用集策略,可以加快裝配模型載入內存的速度,減少內存空間占用,并能避免圖形窗口中出現混亂的顯示情況。
下面,以上述盤環類零件的均布槽加工夾具(如圖4)簡單介紹一下工裝的設計過程。
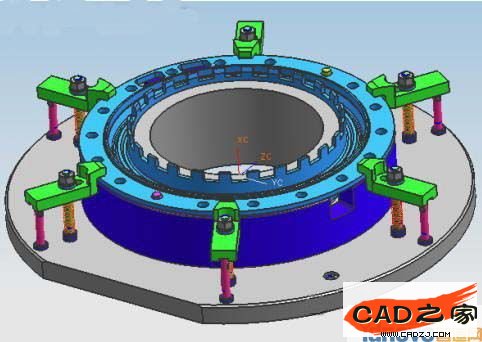
圖4
1)建立新的部件文件;然后進入裝配→加入已存部件,選擇盤環類零件調入裝配體,引用集選已定義好的用戶自定義引用集,定位方式選默認的絕對坐標系定位。
2)進入裝配→創建新的組件;再將該組件設定為工作部件,用WAVE幾何鏈接器選取需要的幾何對象,以這些相關性的幾何對象為基礎開始建立模型。
3)重復上一步驟,直到創建完成工裝所有的非標件。
4)工裝設計過程中,可以在需要的時候(例如要依靠標準件生成新的特征),穿插著調入標準件。進入裝配→加入已存部件,依次調入標準件,并為其添加相應的配對約束關系;對于有陣列關系的標準件或標準件組(壓板組件,包括壓板、調節螺栓、螺母、墊圈、螺柱、彈簧等),裝配完一組,進入裝配→建立組件陣列,能快速生成其他幾組。
5.系列零件工裝設計
在航空發動機零部件中,有一些零部件的形狀相同但某些參數取值不同,其加工工藝相同,因此工裝的結構也是相同的。對于這些系列零件的工裝,手工繪圖和二維CAD設計時我們采用的辦法就是逐個進行設計,或者先設計一套,再復制加修改得到下一套;使用復制加修改的方法使設計效率得到了提高,也能減輕部分工作量,但是也存在一些問題,裝配中由產品零件得到的工裝定位壓緊尺寸修改以后,與之相關工裝零部件的圖形和尺寸不會自動更新(沒有參數化功能),相關尺寸只能由設計人員逐一計算修改,一般不對圖形進行改動,因此很容易產生漏改或錯改情況以及裝配關系的干涉情況,這樣就埋下了質量隱患。
在使用UG對工裝設計的整個流程進行嘗試并逐步熟練掌握以后,我們進行了系列零件工裝設計的研究工作。我們針對系列零件工裝的設計思路是,用系列零件的任一規格來建立工裝的裝配模型,只需要通過簡單操作,替換系列零件的不同規格就能快速、準確、自動地生成新工裝。因為UG具有強大的參數化和相關性的設計功能,只要能夠保證替換前后產品零件與工裝零件之間的所有關系保持不變,我們的設想就能實現。
解決系列零件工裝設計的問題,關鍵就在于解決替換前后產品零件與工裝零件之間所有關系保持不變這個問題上。用分別創建的系列零件不同規格在裝配中進行替換時,設計中與產品零件之間建立的WAVE鏈接關系全部斷開,新替換的系列零件規格與工裝沒有關系,工裝結構尺寸也就不會因為替換發生改變,所以這種辦法行不通。經過不斷的嘗試,我們發現要實現替換前后產品零件與工裝零件之間所有關系保持不變,必須使系統認識到用于替換的兩個模型的一致性。我們已經找到了兩種解決替換問題的方法:方法一,首先創建系列零件任意一個規格的模型,再對該模型進行修改另存為其他規格,直到生成系列零件的所有規格。方法二,將系列零件定義為部件族,每一個規格都是部件族的一個成員部件;只要定義一個模板部件,在部件族的電子表單中定義系列零件每個規格的參數即可。采用這兩種方法創建的系列零件模型,都能保證工裝裝配模型中替換前后產品零件與工裝零件之間的所有關系保持不變,從而實現快速設計工裝的目的。
我公司某型號系列葉片(共6級)加工夾具(如圖5)的設計,我們運用了將葉片模型定義為部件族的方法,由1名設計員用2周的時間完成;經過校對,發現設計出來的6套夾具結構尺寸完全正確。
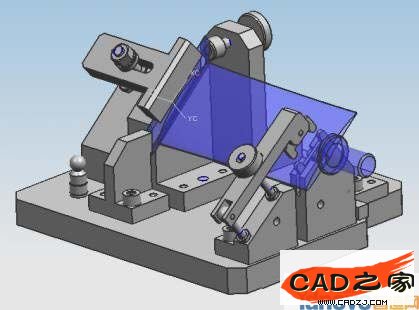
圖5
如果把這批工裝分為單項進行設計,需要6名設計員用1周的時間來完成。經實踐證明,這種方法行之有效。
6.結束語
采用UGNX3.0設計工裝,軟件強大的相關性參數化建模功能,使設計中的修改編輯更加可靠、快速,解決了二維軟件設計容易出現的裝配干涉、圖形與實際尺寸不符等問題。經過技術小組近一年時間的學習和研究,已經掌握了使用UG軟件設計工裝的方法,同時在系列零件工裝設計方面做了大量的工作,探索出了切實可行的快捷設計方法,并結合單位生產,完成了數十套工裝的設計。UG軟件的應用,使工裝設計質量和效率得到較大提高;目前,工裝設計部門已經開始逐步推廣三維設計。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF