在大型電站、礦山、重型和通用機(jī)械行業(yè)中,不少如機(jī)座、缸體、壓力腔等零件需要進(jìn)行大直徑孔(螺孔)加工,有的孔大且深,精度也很高,這樣就使加工周期大為延長(zhǎng)。用傳統(tǒng)的高速鋼鉆、擴(kuò)孔刀具加工一個(gè)大直徑孔,往往需要4~6小時(shí),甚至更長(zhǎng)時(shí)間,這種落后的加工方式和刀具很容易成為生產(chǎn)的瓶頸。
為適應(yīng)快速發(fā)展的生產(chǎn)形勢(shì),研發(fā)、應(yīng)用高效大直徑刀具已顯得極為迫切,為此國(guó)內(nèi)外刀具廠商和相關(guān)研究機(jī)構(gòu)加快了大直徑孔加工刀具的創(chuàng)新、研發(fā)步伐,幾年來(lái)已取得可喜的成果。
目前加工大直徑孔(螺孔)的機(jī)床主要有兩類:一類是大型數(shù)控鏜、銑床,在這類機(jī)床上加工大直徑孔,由于機(jī)床功率大、剛性好、精度高,一般可采用適于高速切削的高效硬質(zhì)合金刀具(特別是硬質(zhì)合金可轉(zhuǎn)位孔加工刀具);另一類是普通大型搖臂鉆床,該類機(jī)床雖然在功率、剛度、加工精度等方面都無(wú)法與大型數(shù)控鏜、銑床相比,但其最大優(yōu)點(diǎn)是加工成本低廉。目前國(guó)內(nèi)大部分重型機(jī)械制造廠仍將該類機(jī)床作為生產(chǎn)的主力,因而研制適應(yīng)于大型搖臂鉆床上使用的高效大直徑孔加工(螺孔)刀具同樣具有重要意義。
1 數(shù)控鏜、銑床上應(yīng)用的大直徑孔加工刀具
1.1 鉆孔刀具
硬質(zhì)合金/高速鋼大直徑復(fù)合鉆 該類刀具的典型結(jié)構(gòu)可見圖1,刀具切削刃由硬質(zhì)合金可轉(zhuǎn)位刀片和高速鋼中心鉆兩部分組成。高速鋼中心鉆在鉆頭的中心,切削時(shí)速度低,刀刃鋒利且有較小的橫刃,故軸向切削力小,切削時(shí)能得以穩(wěn)定鉆削;鉆頭兩側(cè)的可轉(zhuǎn)位刀片交叉排列,并可選用硬度和強(qiáng)度較好的刀片和點(diǎn)式硬質(zhì)合金斷屑槽型(一般刀片宜選用涂層刀片),這樣在鉆削時(shí)可獲得切屑面積較小的C形屑,以便于鉆屑的順利排出;鉆桿和鉆頭通常都采用內(nèi)冷卻結(jié)構(gòu),這樣在鉆削時(shí)鉆刃能得到充分冷卻,同時(shí)切削液在高壓泵的噴射下能將切屑順利排出孔口;該刀具的刀桿和刀頭之間還配置有十字保險(xiǎn)環(huán),主要是防止刀桿在超負(fù)荷切削時(shí)損壞。
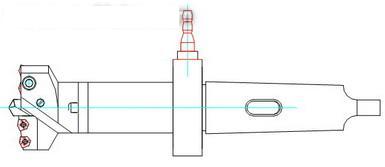
圖1 硬質(zhì)合金/高速鋼大直徑復(fù)合鉆
采用這種高效大直徑復(fù)合鉆,切削速度Vc可達(dá)80~120m/min,進(jìn)給量f可達(dá)0.1~0.12mm/r,其切削效率與采用高速鋼鉆、擴(kuò)刀具相比,可提高8~12倍。該類鉆頭的加工范圍一般在Ø80~Ø170,在機(jī)床功率允許條件下,甚至可加工Ø300以上的大孔。目前這種鉆頭在國(guó)內(nèi)哈爾濱汽輪機(jī)廠、上海龍記金屬有限公司等單位已廣為采用。
1.2 硬質(zhì)合金可轉(zhuǎn)位套料鉆
套料鉆的結(jié)構(gòu)形式簡(jiǎn)圖可見圖2,該刀具設(shè)計(jì)、制造精度較高,有三組刀塊,每組兩個(gè)刀塊對(duì)稱分布在刀體上,第三組用偏心夾緊,第一、二組用滑塊偏心夾緊,兩相鄰組刀塊高度差0.25~0.30mm,同一組兩個(gè)刀片高度相等,起良好的分屑作用。切削45#鋼時(shí),切削液是機(jī)油,油壓P為0.5~0.7MPa。目前硬質(zhì)合金可轉(zhuǎn)位套料鉆在上海申孔機(jī)械廠已穩(wěn)定應(yīng)用,并取得了明顯的加工效果。
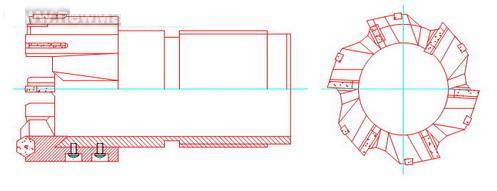
圖2 大直徑硬質(zhì)合金可轉(zhuǎn)位套料鉆
1.3 內(nèi)螺紋加工用刀具
高效加工大直徑內(nèi)螺紋,應(yīng)用場(chǎng)合較多的刀具結(jié)構(gòu)形式有兩種。
旋風(fēng)銑大直徑內(nèi)螺紋切削頭 該銑削頭是一個(gè)獨(dú)立的工藝裝備,屬于機(jī)床附件。它適用于普通的具有螺紋進(jìn)給系統(tǒng)的臥式鏜、銑床及其他機(jī)床上進(jìn)行銑螺紋加工,銑削頭上可安裝1~4個(gè)可轉(zhuǎn)位螺紋刀片,刀具在高速自轉(zhuǎn)銑削的同時(shí)還進(jìn)行圓周進(jìn)給和軸向進(jìn)給(即螺旋進(jìn)給),附加式內(nèi)螺紋旋風(fēng)切削頭的結(jié)構(gòu)簡(jiǎn)圖可見圖3,該裝置通常用于M30~M120的米制和1.5”~4.5”的英制螺紋孔的左、右螺紋的旋風(fēng)銑削。
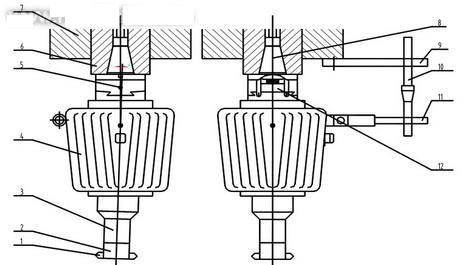
1.刀片 2.旋風(fēng)刀座 3.旋風(fēng)銑軸 4.帶調(diào)節(jié)滑座的電動(dòng)機(jī) 5.調(diào)節(jié)螺桿 6.機(jī)床主軸 7.機(jī)床外殼 8.錐柄 9.固定板 10.垂直連桿 11.水平連桿 12.專用塊規(guī) #p#分頁(yè)標(biāo)題#e#
圖3 附加式內(nèi)螺紋旋風(fēng)切削頭
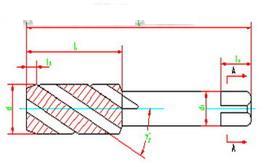
硬質(zhì)合金螺紋梳刀 這是近年來(lái)新開發(fā)的一種內(nèi)螺紋加工高效刀具,其刀頭上的刀片可以是單片,也可以是多片。由于刀片上螺距是固定的,因此同種規(guī)格的刀片可適用于同螺距的各種不同直徑的大螺紋孔加工。硬質(zhì)合金螺紋梳刀片以選用涂層型式為佳,切削速度一般可選用100~120 m/min,應(yīng)用該刀具進(jìn)行大螺紋加工可獲得高效率、高質(zhì)量的加工效果。在加工螺紋深孔時(shí),常因刀桿振動(dòng)等原因出現(xiàn)振紋和孔的偏斜,此時(shí)可選用具有防振性能的刀桿予以解決。目前,該類刀具已在北京重型電機(jī)廠、第一重機(jī)廠和上海滬東車造船廠等單位應(yīng)用。其刀具結(jié)構(gòu)簡(jiǎn)圖可見圖4。
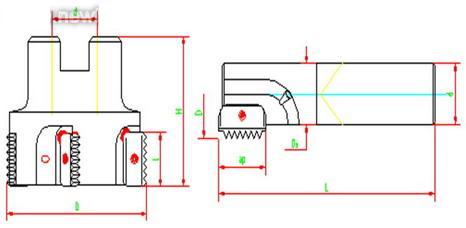
圖4 硬質(zhì)合金螺紋梳刀
2 在搖臂鉆床上加工大直徑孔的高效刀具
2.1 高速鋼大直徑扁鉆
這是孔加工中最原始的一種刀具,由于其制造簡(jiǎn)單、使用方便,在以前的中小型非標(biāo)孔的單件、小批零件加工中得到廣泛應(yīng)用,但切削效率低、刀具壽命短、孔加工質(zhì)量差等弊病限制了這類刀具的發(fā)展。近年來(lái),由于國(guó)內(nèi)需要在大型搖臂鉆床上加工大直徑孔的零件愈來(lái)愈多,因而要求用于大型搖臂鉆床的高效鉆孔刀具發(fā)展創(chuàng)新的呼聲也愈來(lái)愈高,扁鉆能不能進(jìn)一步改進(jìn)成為高效孔加工刀具也提到了議事日程。經(jīng)國(guó)內(nèi)外有關(guān)單位的研究、改進(jìn)、開發(fā),現(xiàn)大直徑扁鉆已成功應(yīng)用于國(guó)內(nèi)外重型企業(yè)對(duì)零件大直徑孔的加工。其創(chuàng)新的內(nèi)容主要有以下幾點(diǎn):刀具結(jié)構(gòu)采用刀片機(jī)夾型式,刀桿有內(nèi)冷卻孔,切削時(shí)在高壓冷卻液的作用下,刀刃可得到充分冷卻;刀片材料選用高性能高速鋼(如M42等)并進(jìn)行表面涂層處理;減小刀具橫刃和適當(dāng)加大刀具前角,使軸向切削力降低;兩側(cè)刀片增加交叉分屑槽(配合前刀面的斷屑槽型和合理走刀量),使切屑成C形屑,便于排出并減小切削抗力。典型的大直徑孔扁鉆結(jié)構(gòu)簡(jiǎn)圖可見圖5。
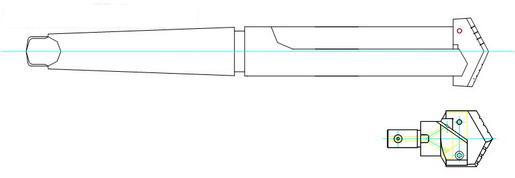
圖5 機(jī)夾高速鋼大直徑扁鉆
哈爾濱電機(jī)廠現(xiàn)在很多產(chǎn)品零件孔加工中都應(yīng)用了這種大直徑扁鉆,實(shí)現(xiàn)了高效切削。
2.1 高速鋼大直徑復(fù)合鉆
機(jī)夾高速鋼大直徑復(fù)合鉆結(jié)構(gòu)為內(nèi)冷卻式,與硬質(zhì)合金/高速鋼復(fù)合鉆不同的地方是:將刀頭兩側(cè)原采用的硬質(zhì)合金可轉(zhuǎn)位刀片改成兩側(cè)帶有分屑槽的兩片高性能高速鋼刀片;對(duì)刀片進(jìn)行了強(qiáng)化表面處理(涂層或多元共滲處理);在刀具幾何角度上根據(jù)被加工材料作了不同選擇。目前該種類型的高速鋼大直徑復(fù)合鉆已在哈爾濱汽輪機(jī)廠應(yīng)用,其加工效率較原用高速鋼鉆、擴(kuò)孔刀具提高了3倍以上,同時(shí)刀具壽命也有明顯提高,并能大大縮短裝卸、刃磨刀具的時(shí)間。其結(jié)構(gòu)簡(jiǎn)圖可見圖6。
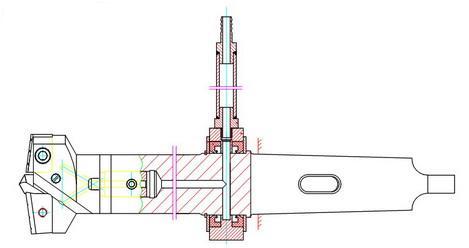
圖6 高速鋼大直徑復(fù)合鉆
2.3 大直徑內(nèi)螺紋刀具
大直徑大螺旋角絲錐 加工大直徑內(nèi)螺紋孔的傳統(tǒng)做法是用套裝成組絲錐完成,但由于應(yīng)用多支絲錐加工,且主軸的偏擺常易引起振動(dòng),容易使螺孔加工出現(xiàn)波紋、“雙眼皮”、螺紋通端不通止端通等現(xiàn)象。而大直徑螺旋槽絲錐是單支絲錐攻絲而成,攻絲時(shí)切屑可連續(xù)通暢排出,具有很小的阻力;另外這種絲錐還有較大的螺旋角(35°~40°),能增加實(shí)際前角和容屑空間,降低切削扭矩,使切削更加平穩(wěn),有利于提高加工效率和保證質(zhì)量,其刀具結(jié)構(gòu)簡(jiǎn)圖可見圖7,通常大螺旋角絲錐的應(yīng)用范圍為M56~M140。
a) 普通盲孔用
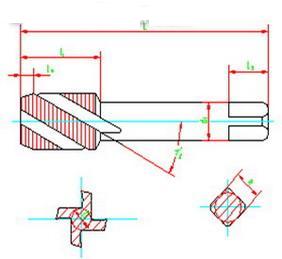
b) 深盲孔用
圖7 大直徑大螺旋角絲錐
內(nèi)容屑絲錐 內(nèi)容屑絲錐是一種先進(jìn)、高效的加工絲錐,它既適用于數(shù)控鏜銑床對(duì)大直徑內(nèi)螺紋孔的加工,同時(shí)也適用于大型搖臂鉆床上加工螺紋內(nèi)孔。
內(nèi)容屑絲錐主要的特點(diǎn)有:普通絲錐的容屑槽是軸向溝槽,而內(nèi)容屑絲錐的容屑槽是在絲錐的前部開有一個(gè)足夠大容屑空間的貯屑孔;內(nèi)容屑絲錐工作部分由三部分螺紋組成,在切削錐上的螺紋起粗切作用,圓柱上的間斷螺紋起標(biāo)準(zhǔn)作用,圓柱上的完整螺紋起導(dǎo)向作用;內(nèi)容屑絲錐的切削錐上開有帶左向正刃傾角的切削刃,攻螺紋時(shí)將切屑推向前方,使絲錐退回時(shí),不會(huì)因切屑而引起卡死現(xiàn)象,當(dāng)加工盲孔時(shí),切屑被貯存在容屑孔內(nèi),切屑與被加工螺紋表面徹底隔離,因而排屑理想,使螺紋加工表面質(zhì)量得以提高。
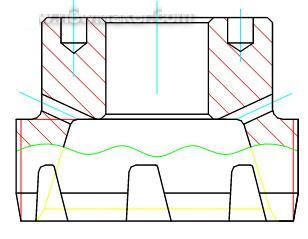
圖8 套式內(nèi)容屑絲錐
刀具結(jié)構(gòu)簡(jiǎn)圖可見圖8,套式內(nèi)容屑絲錐的加工范圍為M56~M250,切削速度Vc根據(jù)被加工材料不同常選用2~6m/min,一般加工精度可達(dá)6H。目前,該類高效內(nèi)容屑絲錐已在國(guó)內(nèi)汽輪機(jī)、發(fā)電機(jī)行業(yè)和重型機(jī)械制造行業(yè)推廣使用。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF