多功能旋轉(zhuǎn)切削刀架的選用
時(shí)間:2011-05-21 08:34:47 來源:未知
GWT型多功能旋轉(zhuǎn)切削刀架是哈爾濱工量數(shù)控刀具有限責(zé)任公司開發(fā)的通用型機(jī)床附件。該產(chǎn)品設(shè)計(jì)合理,采用先進(jìn)的組合式結(jié)構(gòu),具有自動(dòng)進(jìn)給機(jī)構(gòu)、微進(jìn)給機(jī)構(gòu)、過載保護(hù)裝置以及孔類(K類)、燕尾類(V類)、KJ類、VJ類等四大類刀具接口。該刀架具有傳動(dòng)精度自動(dòng)補(bǔ)償功能,可保證加工過程中的使用精度。多功能旋轉(zhuǎn)切削刀架可按GB、JB、ISO、DIN、MAS 等標(biāo)準(zhǔn)制造安裝錐柄,適用于在加工中心、柔性自動(dòng)生產(chǎn)線、數(shù)控機(jī)床、普通鏜銑床、鉆床、車床等加工設(shè)備上使用。采用該刀架可擴(kuò)大機(jī)床加工范圍,充分發(fā)揮各類機(jī)床及設(shè)備的加工能力。
1 結(jié)構(gòu)特點(diǎn)
GWT-K型多功能旋轉(zhuǎn)刀架的結(jié)構(gòu)如圖1所示。該刀架具有以下結(jié)構(gòu)特點(diǎn):
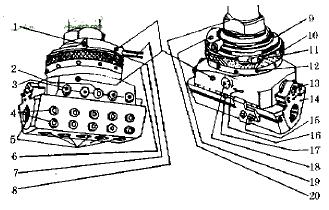
圖1 GWT-K型多功能旋轉(zhuǎn)刀架結(jié)構(gòu)
- 自動(dòng)進(jìn)給機(jī)構(gòu):可自動(dòng)切削平面、內(nèi)外圓上的環(huán)形溝槽、內(nèi)外圓上的錐面等。內(nèi)設(shè)8 ~ 16 級(jí)自動(dòng)進(jìn)給量,可供切削加工時(shí)選用最佳切削用量,有利于提高加工質(zhì)量和加工效率。
- 微進(jìn)給機(jī)構(gòu)和快速進(jìn)給機(jī)構(gòu):具有在加工過程中進(jìn)行快速調(diào)速、快速進(jìn)給以及微調(diào)、微量進(jìn)給等功能。在擴(kuò)孔、鏜孔、鏜切外圓及切削螺紋時(shí)可確保工作精度。
- 過載保護(hù)裝置:可防止切削加工過程中由于超負(fù)荷而引發(fā)事故。
- 限位裝置:可防止切削加工過程中工作行程超程;同時(shí)具有加工尺寸定位功能,可防止成批加工零件尺寸超差。
- 傳動(dòng)精度自動(dòng)補(bǔ)償機(jī)構(gòu):當(dāng)?shù)都軆?nèi)部零件磨損后,可對(duì)傳動(dòng)精度進(jìn)行自動(dòng)補(bǔ)償,保證刀架正常運(yùn)行;刀架工作精度可達(dá)±0.004mm。
2 使用要點(diǎn)
- 限位塊的使用
- 限位塊15安裝在滑體刀架14上。根據(jù)刀架的工作行程參數(shù)調(diào)整限位塊的位置,并用螺母固定,即可實(shí)現(xiàn)對(duì)刀架工作行程的限位,防止超程;同時(shí)還可根據(jù)工件的加工尺寸調(diào)整限位塊15與限位柱17的間距,以防止加工尺寸超差。
- 復(fù)位機(jī)構(gòu)的使用
- 復(fù)位機(jī)構(gòu)用于控制進(jìn)給鈕12脫離工作狀態(tài)。當(dāng)按下進(jìn)給鈕時(shí),復(fù)位機(jī)構(gòu)即進(jìn)入工作狀態(tài)。利用控制桿8,使進(jìn)給環(huán)10保持不動(dòng),刀架旋轉(zhuǎn),即開始自動(dòng)進(jìn)給運(yùn)動(dòng);若要使進(jìn)給鈕12脫離工作狀態(tài),可用手握住控制桿8,使進(jìn)給環(huán)10 保持不動(dòng),沿順時(shí)針方向扳動(dòng)約18°后停止,取下T型扳手,所有進(jìn)給鈕即可脫離工作狀態(tài)。
- 徑向進(jìn)給機(jī)構(gòu)的使用
- 用多功能旋轉(zhuǎn)刀架進(jìn)行平面切削、內(nèi)孔環(huán)槽、外圓環(huán)槽和錐面等鏜削加工時(shí),必須使用徑向進(jìn)給機(jī)構(gòu)(如圖2所示)。
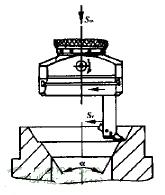
圖2 用徑向進(jìn)給機(jī)構(gòu)進(jìn)行鏜削加工
- 徑向進(jìn)給機(jī)構(gòu)的進(jìn)給速度由控制鈕12控制,具體操作步驟如下:
- 在刀架進(jìn)給范圍內(nèi)選定刀架進(jìn)給量ST后,按下式求出所需進(jìn)給鈕數(shù)量n(進(jìn)給鈕12應(yīng)盡可能按圓周均布原則選擇):
n=ST/S式中S——一個(gè)進(jìn)給鈕的進(jìn)給量
- 如安全銷19不在凹槽7內(nèi),松開鎖緊螺釘2,將控制桿8插入安全環(huán)9上的徑向孔內(nèi),用手握住(或用機(jī)床擋板擋住)控制桿8,對(duì)好刀,即可啟動(dòng)機(jī)床開始鏜削加工;亦可采用手握進(jìn)給環(huán)10保持不動(dòng)的方法進(jìn)行鏜削加工。在鏜削過程中,滑體刀架14必須按箭頭16所指方向進(jìn)給運(yùn)動(dòng)。
- 如需增大或減小刀架進(jìn)給量,可首先使進(jìn)給鈕12脫離工作狀態(tài),按所需進(jìn)給量計(jì)算出進(jìn)給鈕個(gè)數(shù),然后重新按下進(jìn)給鈕即可開始工作。
- 定位裝置的使用
- 采用徑向進(jìn)給機(jī)構(gòu)進(jìn)行鏜削加工時(shí)(即利用微動(dòng)轉(zhuǎn)鈕18進(jìn)行調(diào)整和進(jìn)刀),需對(duì)快速絲桿13進(jìn)行定位。操作時(shí)將絲桿旋鈕錐面上的0、2或4處的刻線之一對(duì)準(zhǔn)軸承座端部的基準(zhǔn)線,撥出T型扳手,絲桿旋鈕即定位不動(dòng)了。
#p#分頁標(biāo)題#e#
- 當(dāng)采用快速絲桿13進(jìn)行調(diào)整和進(jìn)刀時(shí),需脫開快速絲桿內(nèi)部的定位裝置。此時(shí)可將T型扳手11mm長(zhǎng)的六方頭插入絲桿旋鈕13 端部的六方孔內(nèi),轉(zhuǎn)動(dòng)T 型扳手,絲桿旋鈕即隨之轉(zhuǎn)動(dòng)。
- 鎖緊螺釘?shù)氖褂?
- 鎖緊螺釘2的作用是緊固滑體刀架14。當(dāng)徑向進(jìn)給機(jī)構(gòu)工作以及調(diào)整絲桿旋鈕13(或微動(dòng)轉(zhuǎn)鈕18)時(shí),鎖緊螺釘2必須處于松開狀態(tài)。當(dāng)鏜削內(nèi)孔和外圓時(shí),刀具吃刀后必須用鎖緊螺釘2對(duì)滑體刀架14進(jìn)行緊固,以保證鏜削加工過程平穩(wěn)進(jìn)行。
- 刀具的安裝
- 安裝刀具時(shí),刀尖和刀桿軸線所在截面必須按滑體刀架14的運(yùn)動(dòng)方向(箭頭16所指方向)安裝;此外,刀具和刀桿的安裝長(zhǎng)度必須滿足被加工錐孔的錐度和深度要求。
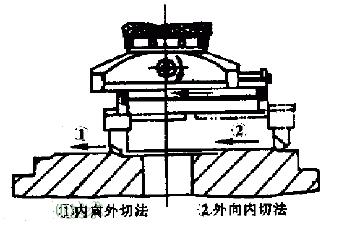
圖3 錐度鏜削示意圖
- 錐度鏜削
- 旋轉(zhuǎn)切削刀架可完成多種切削加工。以錐度的鏜削加工為例:錐度鏜削可采用內(nèi)向外切法或外向內(nèi)切法(見圖3)。鏜削加工錐度由滑體刀架14的徑向進(jìn)給運(yùn)動(dòng)與機(jī)床工作臺(tái)(或主軸)的進(jìn)給運(yùn)動(dòng)合成而成,這兩種運(yùn)動(dòng)的進(jìn)給量之比決定了被加工錐度的大小。在給定了被加工錐角a 并在刀架進(jìn)給范圍內(nèi)選擇了刀架進(jìn)給量ST后,即可計(jì)算出機(jī)床工作臺(tái)(或主軸)進(jìn)給量Sm為
Sm=STctg(a/2)
GWT 型多功能旋轉(zhuǎn)切削刀架的開發(fā)成功填補(bǔ)了國內(nèi)空白,為機(jī)械加工企業(yè)擴(kuò)展現(xiàn)有機(jī)床的加工能力、提高加工效益提供了一種高性能、高精度的新型工具。