在一般沖壓制品中,設計人員出于對工藝性的考慮,對翻邊類工件參數的設計總是按一般規 定,將其 高度控制在某一范圍內,但對某些有特殊要求、在特定場合下使用的工件,需超出這一常 規。本文中論述、介紹的正是這種工件。該工件不僅翻邊高度大大超出常規,而且是一條工 件上逐個排列的系列翻邊孔,對中心節距有要求,故該工件工藝性很差。在這種情況下,用 一般工藝方法已難以解決,只有按其特點分析、制訂特定的工藝方法。
2 工件概述
該工件是瓶裝飲料設備洗瓶機載瓶架上的一個槽鋼形工件,其基本尺寸如圖1所示。
此主題相關圖片如下:
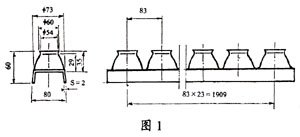
該工件是在一條槽鋼形工件上排列了24個向外的翻邊孔。其翻邊孔也不同于一般的圓筒 形孔,形似圓錐,孔口外翻。孔口要求不開裂,中心節距之積累誤差≤±2.5mm。
3 工藝分析與確定
3.1一般分析
根據工件尺寸翻邊孔直徑D=52,高度H=35,孔底過渡圓弧r=5,材厚δ=2,則按一般翻邊工 藝計算公式計算其翻邊底孔直徑d:
d=D-2(H-0.43r-0.72δ)=52-2(35-0.43×5-0.73×2)=-10.82
翻邊底孔直徑d經計算得出負數,顯然按一般翻邊工藝根本不可能解決問題,故考慮采用先 變薄引伸后沖孔翻邊的工藝方法來解決問題。
3.2變薄引伸分析
采取先變薄引伸、后沖孔翻邊的方法是利用翻邊孔底部的材料厚度,使之在引伸 時 延伸變薄,而孔口的材料則在翻邊時延伸變薄,這樣就能充分利用各部位材料的延伸性能, 均勻變薄,提高翻邊高度。
經多次試驗分析,設引伸高度hy=18,凸模圓角r=16,翻邊孔底部中徑D=59,翻邊后需達到圖 紙要求總高度H=35(見圖2)。
此主題相關圖片如下:
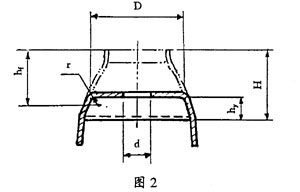
則翻邊高度hf:hf=H-hy+r=35-18+6=23
根據沖孔翻邊求底孔直徑公式作近似計算:
d=D+1.14r-2hf
=59+1.14×6-2×3
=19.84
取翻邊底孔直徑d=20,這時其翻邊系數
k0=dD=2059=0.34
對照采用球形凸模翻邊、沖模沖孔時低碳鋼的極限翻邊系數kmin為0.45,顯然k0仍超過極 限kmin,但已比較接近。至于可能出現的開裂傾向,可以采用局部回火工藝加以解決。
3.3引伸工藝的確定
對于一般單件圓周工件來說,一次達到引伸高度hy=18并非難事,但對于這種連續多個排列 情形的工件來說是相當不易的,因為引伸部位周圍已不能自由延伸,從而會導致開裂。
設想分二道引伸工序達到所需高度。為達到最大限度利用翻邊孔底部周圍材料厚度,使二道 引伸均勻利用周邊材料厚度的目的,將二道引伸工序的凸模設計成不同的形狀和直徑(見圖3 )
此主題相關圖片如下:
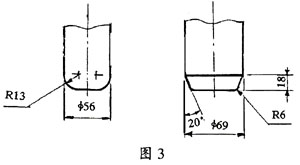
第一道引伸模尺寸相對較小,沖頭圓弧半徑R較大,目的是使翻邊底孔周圍材料得以延 伸,深度要達到16。實踐證明,其引伸深度一次達到16也可能會產生開裂現象,故須分三次 完成:第一次達到14,第二次達到15,第三次達到16。
第二道引伸凸模尺寸放大,且成錐狀,比較接近工件成品時底部的形狀,目的是使翻邊孔底 部材料得以延伸。此時第一道引伸時的圓弧部位則展平為平臺狀待沖孔翻邊。第二道引伸后 即達到預定引伸高度hy=18。
至此,變薄引伸工藝已確定,即:
(1)引伸一:凸模球狀,高度16(分三次完成:分別達到14、15、16)。
(2)引伸二:凸模錐狀,高度18。
3.4翻邊工藝的確定
經二道引伸后其凸形高度達到18,則后續工序也可確定,即:
(3)沖翻邊底孔?20(4)孔邊局部回火(5)翻邊(6)收口(7)擴口#p#分頁標題#e#
其中收口、擴口為整形工序,使工件形狀能準確符合圖紙要求。此時,其翻邊高度、形狀已 滿足圖紙尺寸要求。
4 中心節距及彎曲問題
在連續排列系列翻邊孔的變薄引伸加工時,會出現中心節距收縮問題。其收縮程度隨材料特 性 、引伸深度、上下模具對位偏差及模具壓緊力不同而變化。在第一道3次、第二道1次共4次 的 變薄引伸中,總收縮量可達到每個節距0.8~1.2mm,總長范圍19~28mm。其中,以首次引伸 收縮量最大,可占總收縮量的60%~80%。而最后一次引伸雖收縮量不大,但對工件成形后中 心節距影響最大,因為這時其中心節距已基本定型。后道翻邊工序對中心節距基本無影響。 上述問題可通過調整模具中心節距來解決。
5 模具結構特點
5.1定位
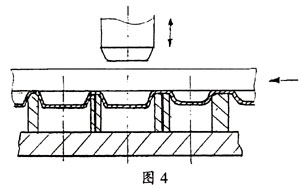
引伸、沖孔時以凸形定位,翻邊時以中心底孔定位。在第二道引伸時,要以前道凸形與該道 引伸后凸形同時定位(見圖4),且中心距應按收縮量放大。這樣做既能起定位作用,又能起 到阻止中心節距收縮的作用。翻邊時同樣前后同時定位,以確保中心距尺寸無誤。
此主題相關圖片如下:
5.2壓緊
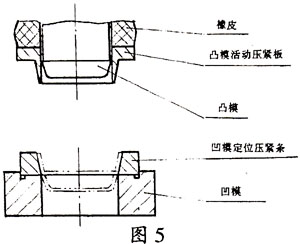
該工件引伸時需較大的壓緊力,用于防止起縐、阻止中心節距收縮、減小彎曲程度。但該工 件引伸時凸形底部直徑與外形寬度尺寸幾乎相同,引伸時兩側部件在垂直方向無法壓緊,故 在模具上設置凸模活動壓緊板、凹模定位壓緊條,既起到壓緊作用,又起到了側向定位作用 (見圖5)。
此主題相關圖片如下:
5.3中心節距調整
由于大變量引伸時產生的收縮,使節距變小,故模具中心節距定位尺寸應大于標準尺寸。除 此之外,因各次引伸收縮又有所不同,故模具中心節距須做成可調節的。通常第一道沖凸引 伸模中心節距應比標準尺寸大1.2~2mm,第二道大0.5~1mm。
5.4模具校正
模具校正主要是上、下模中心對稱度要得到保證。長度方向 錯位會產生節距收縮不勻、開裂現象;寬度方向錯位會產生翹曲、局部起縐(側向)現象。
其次須注意保持凸模壓緊板上的橡皮彈性。
6 實踐效果與結論
該工藝在洗瓶機載瓶架的研制過程中經實踐應用,解決了大變量變薄引伸中的開裂、收縮等 問題。一般情況下,變薄引伸時產生的開裂情況按引伸凸形數計占約0.13%,按成品件計則 可控制在4%以下。其節距誤差為每節距0~±0.08mm左右,總長范圍累積誤差可在±2mm內。
該工藝為解決連續多個大變量變薄引伸中出現的工藝難題探索了一條途徑,對于解決類似工 藝問題亦能起到借鑒作用。
相關文章
- 2021-07-31AutoCAD高級教程-全國CAD培訓中心基于AutoCAD2002教材
- 2021-07-30AutoCAD 在模具設計中的應用 [肖永康,史洪松,張艷華 主
- 2021-02-16AutoCAD 2012注塑模具布局與結構設計 [黃成 編著] 201
- 2020-12-31AutoCAD 2008中文版模具制圖PDF下載
- 2018-05-10福田中心區某高層商務中心大廈建筑施工套圖下載
- 2018-04-25深圳福田中心區某高層商務中心大廈建筑施工套圖
- 2018-04-24東莞某五金模具科研和檢測中心建筑施工套圖
- 2018-04-19某冰雪世界配套會議中心建筑施工圖及配套幕墻施工圖
- 2018-04-12某高新技術開發區十一層創業服務中心建筑施工圖
- 2018-04-09未來城B1區塊某培訓中心CAD施工圖+高清效果圖