
圖-1
零件造型
本文主要介紹該零件加工工藝安排和加工軌跡生成,零件造型部分省略。
加工前的準(zhǔn)備工作
1. 建立合理的加工坐標(biāo)系
1) 在“加工”中雙擊“定義毛坯”,彈出下圖-2“定義毛坯”對話框。

圖-2 定義毛坯
2)選取“參照模型”方式——〉點“參照模型”按鈕,系統(tǒng)自動根據(jù)模型計算毛坯,結(jié)果如下圖-3所示:
圖-3 毛坯定義后的結(jié)果圖
加工程序的編制
1.鉆孔程序的編制(鉆孔組群)
由于圖1示的3個孔的孔徑大小有一個的尺寸公差要求,為保證這個公差要求,一般可采用先鉆底孔、再擴孔的方式進(jìn)行加工;
2.中心鉆定位程序編制
1) 加工à其他加工à孔加工,彈出的刀具參數(shù)表,設(shè)置安全高度、進(jìn)給下刀位置、鉆孔深度等鉆孔加工參數(shù)如圖-4示:

圖-4 孔加工參數(shù)
2) 如圖-5選擇中心鉆和設(shè)置刀具參數(shù)設(shè)置:
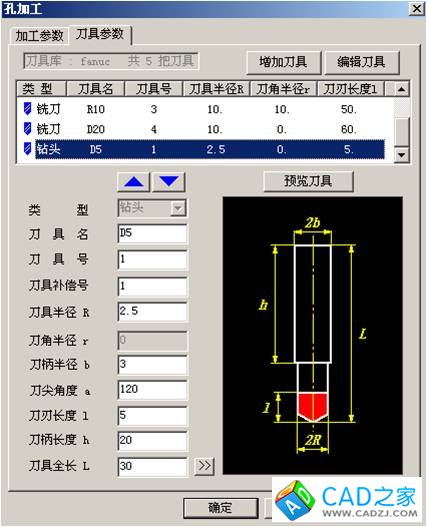
如圖-5刀具參數(shù)設(shè)置
3) 單擊“確定”后,按提示選擇3個ø6孔的圓心,工作區(qū)顯示鉆孔刀具軌跡,如圖-6所示:
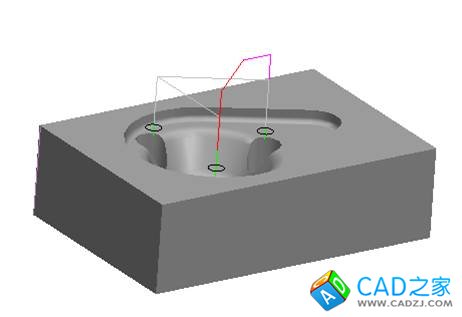
圖-6鉆孔刀具軌跡
3.鉆底孔和擴孔程序編制
1) 右鍵單擊特征樹里的“鉆孔”,在彈出菜單選擇“復(fù)制”,再單擊右鍵,選擇“粘貼”,原鉆孔程序則被復(fù)制。如圖-7所示。

圖-7 刀具路徑復(fù)制結(jié)果
2) 雙擊 中的“ ”,進(jìn)入刀具參數(shù)頁重新選取ø5.7的鉆頭(如刀具庫里沒有ø5.7的鉆頭,可自己建立一把),并按圖-8設(shè)置刀具參數(shù):

圖-8設(shè)置刀具參數(shù)
3) 雙擊 中的“ ”,進(jìn)入加工參數(shù)頁按圖-9設(shè)置安全高度、進(jìn)給下刀位置、鉆孔深度、鉆孔方式等鉆孔加工參數(shù):

圖-9 鉆孔2加工參數(shù)
4) 單擊“確定”按鈕對刀具路徑重新計算。
5)用與上面同樣的方法生成擴孔的刀具路徑,刀具改為ø6鉆頭,由于鉆削余量較少,進(jìn)給和主軸轉(zhuǎn)速可適當(dāng)增加。具體過程略。
6)用與上面同樣的方法生成鉆孔的刀具路徑,選用ø10鉆頭,鉆孔深度為25。目的:開粗3個8°斜度型位。
說明:鉆底孔和擴孔程序可按中心鉆定位的編制方法一步步來做,相比之下采用上述復(fù)制刀具路徑修改參數(shù)的方法更為方便快捷。
開粗程序的編制(開粗組群)
1、等高線粗加工刀具軌跡
1. 1.設(shè)置“粗加工參數(shù)”。單擊【加工】-【粗加工】-【等高線粗加工】,在彈出的“粗加工參數(shù)表”中設(shè)置“加工參數(shù)1、2”,如下圖-10、11所示。
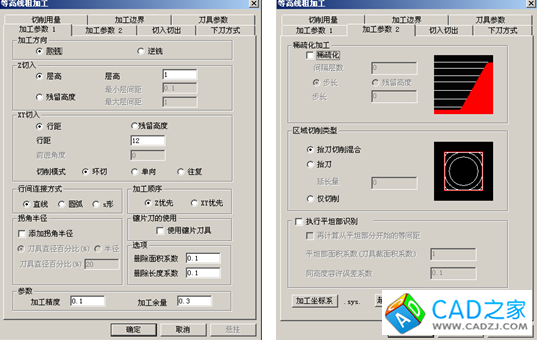
圖-10、11粗加工參數(shù)設(shè)置
2. 設(shè)置“切入切出”、“下刀方式”。如下兩圖-12、13。

圖-12螺旋下刀參數(shù) 圖-13下刀方式
3. 選擇“切削用量”選項標(biāo)簽,設(shè)定切入切出方式。
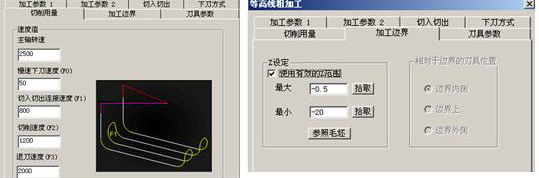
圖-14切削用量的設(shè)置 圖-15 加工范圍的設(shè)置
4. 選擇“刀具參數(shù)”選項標(biāo)簽,按圖-16所示選擇ø16(R1)的圓鼻刀和設(shè)置刀具參數(shù)(由于受機床的剛性、吃刀量、刀具材料、工件材質(zhì)、裝夾方式等多種因素影響,進(jìn)給和轉(zhuǎn)速的選擇要根據(jù)具體情況而定,這里不再贅述)。
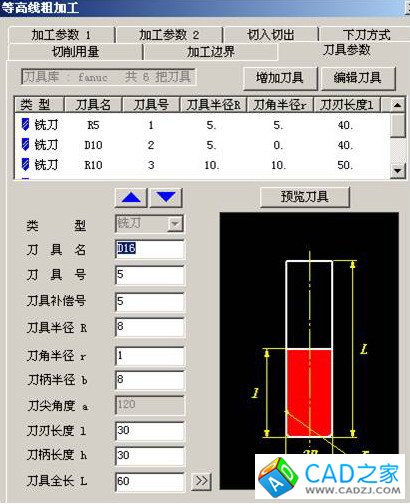
圖-16 選擇開粗刀具和設(shè)置刀具參數(shù)
5. 然后按確定,提示拾取曲面時,按W鍵,全部選中。按右鍵確認(rèn)以后系統(tǒng)開始計算,稍候,得出軌跡如下圖-17。

圖-17 開粗刀具路徑
6、拾取粗刀具軌跡,單擊右鍵選擇“隱藏“命令,將粗加工軌跡隱藏,以便觀察下面的精加工軌跡。
2、精加工 等高線精加工
A、精加工1 主要加工如下圖的部分:

圖-18 加工面
1. 設(shè)置“精加工參數(shù)”。
單擊【加工】-【精加工】-【等高線精加工】,在彈出的“精加工參數(shù)表”中設(shè)置“加工參數(shù)1、2”,如下圖-19、20所示。
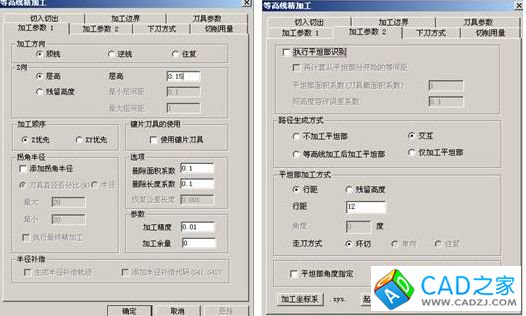
圖-19、20精加工參數(shù)設(shè)置
6. 設(shè)置“切入切出”、“下刀方式”。如下兩圖-21、22。
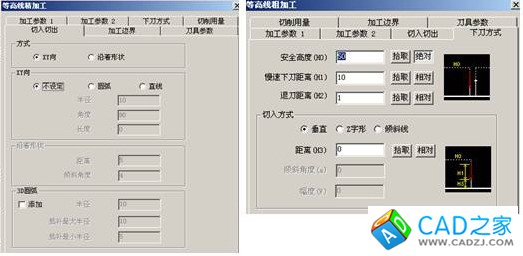
圖-21螺旋下刀參數(shù) 圖-22 下刀方式
7. 選擇“切削用量”選項標(biāo)簽,設(shè)定切入切出方式。
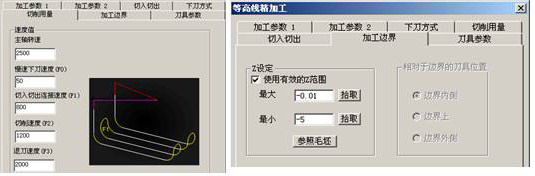
圖-23切削用量的設(shè)置 圖-24 加工范圍的設(shè)置
8. 選擇“刀具參數(shù)”選項標(biāo)簽,按圖-29所示選擇ø16(R1)的圓鼻刀和設(shè)置刀具參數(shù)(由于受機床的剛性、吃刀量、刀具材料、工件材質(zhì)、裝夾方式等多種因素影響,進(jìn)給和轉(zhuǎn)速的選擇要根據(jù)具體情況而定,這里不再贅述)。
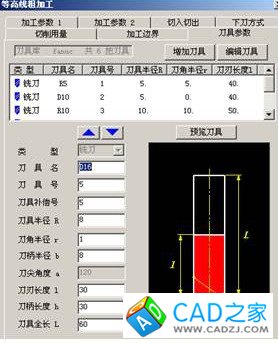
圖-25 選擇開精刀具和設(shè)置刀具參數(shù)
9. 然后按確定,提示拾取曲面時,按W鍵,全部選中。按右鍵確認(rèn)以后系統(tǒng)開始計算,稍候,得出軌跡如下圖-26。
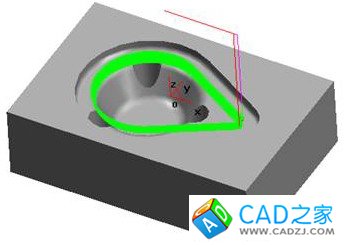
圖-26 開精刀具路徑
6、拾取精刀具軌跡,單擊右鍵選擇“隱藏“命令,將精加工軌跡隱藏,以便觀察下面的精加工軌跡。
3、精加工 參數(shù)線加工
B、精加工2 主要加工如下圖的部分:

圖-27 加工面
1. 曲面的生成
首先將圖-27所示修剪過的曲面恢復(fù)成圖28所示的狀態(tài)(可通過作相關(guān)曲面的剖卻線后,再作出旋轉(zhuǎn)面):
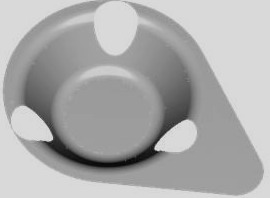
圖-28 原曲面

圖-29 恢復(fù)完整的曲面
接下來還是采用參數(shù)線加工的精加工方式,選擇圖-30所示的面為加工面,圖-31所示的著色的面為干涉檢查面:
圖-30加工面設(shè)定 圖-31 干涉檢查面設(shè)定
2、參數(shù)設(shè)置
選擇“加工”→“精加工”→“參數(shù)線精加工”命令,彈出參數(shù)線精加工參數(shù)表,按照圖-36中內(nèi)容設(shè)置參數(shù)線精加工參數(shù)。
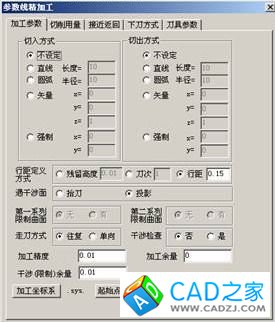
圖-32參數(shù)線精加工參數(shù)設(shè)置
2、其他的參數(shù)與上把刀參數(shù)一樣,完成后單擊“確定”。
3、根據(jù)狀態(tài)欄提示拾取曲面,當(dāng)把鼠標(biāo)移到型腔內(nèi)部時,曲面自動被加亮顯示,拾取剛生成的旋轉(zhuǎn)曲面后,按鼠標(biāo)右鍵確認(rèn),提示拾取“干涉檢查”時,左鍵拾取底下曲面作干涉面。根據(jù)提示完成相應(yīng)的工作,最后生成軌跡。如下圖-33:
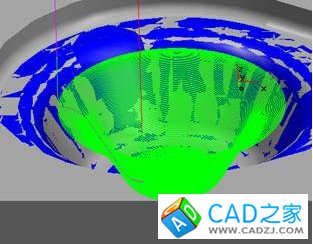
圖-33參數(shù)線精加工的結(jié)果圖
6、左鍵拾取精刀具軌跡,單擊右鍵選擇“隱藏“命令,將精加工軌跡隱藏,以便觀察下面的精加工軌跡。
4、精加工 斜孔精加工。首先恢復(fù)斜孔未修剪前的狀態(tài),如圖-34:
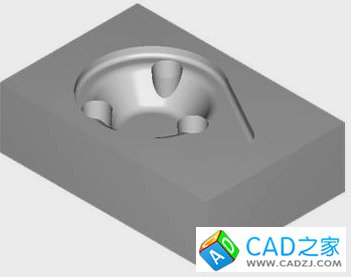
圖-34 恢復(fù)斜孔未修剪前的狀態(tài)
1、使用“實體表面 ”、“相關(guān)線 ”、 “放樣面 ”的命令生成圖-35所示藍(lán)色的面,作為加工面:

圖-35 加工面
采用等高精加工方式,擇ø6的平底刀,其它參數(shù)設(shè)置與上精加工2相似,在此略過。生成的刀具路徑如圖-36和圖-37所示:

圖-36斜孔精加工刀具路徑 圖-37 斜孔精加工刀具路徑放大圖
軌跡仿真、檢驗與修改
1. 單擊“線面可見”按鈕 ,顯示所有已經(jīng)生成的加工軌跡,然后拾取粗加工軌跡,按右鍵確認(rèn)。
2. 選擇【加工】-【軌跡仿真】命令。拾取粗加工、精加工的刀具軌跡,按右鍵結(jié)束。
系統(tǒng)立即將進(jìn)行加工仿真,按 “仿真加工”,彈出的“仿真加工”對話框如下圖-38:

圖-38仿真加工
點下拉箭頭可進(jìn)行“顯示間隔”,“顯示停止位置”,“干涉檢查”等操作,如下幾圖:

圖-39顯示間隔 圖-40顯示停止位置

圖-41干涉檢查
且仿真過程中,系統(tǒng)顯示走刀速度,按住鼠標(biāo)中鍵可自由旋轉(zhuǎn)觀察角度等。

圖-42模擬仿真結(jié)果
生成G代碼
1).選擇【加工】-【后置處理】-【生成G代碼】命令,彈出“選擇后置文件”對話框,填寫加工代碼文件名“11”,單擊“保存”。
2).拾取生成的鉆孔加工的刀具軌跡,按右鍵確認(rèn),立即彈出粗鉆孔加工代碼文件保存即可。

3)、同樣方法生成其他加工G代碼。
注:也可選全部后一起生成。
生成工藝清單
1. 選擇【加工】-【后置處理】-【生成工藝清單】命令,彈出“選擇HTML文件名”對話框,輸入文件名“11”,單擊“保存”。
2.拾取軌跡”按鈕,用鼠標(biāo)選取軌跡或用窗口選取或按“W”鍵,選中全部刀具軌跡,點右鍵確認(rèn),按“生成清單”,即可生成加工工藝單。生成和結(jié)果如圖所示。

圖-43工藝清單設(shè)定 圖-44工藝清單生成結(jié)果
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-28計算機輔助設(shè)計與制造 21世紀(jì)全國應(yīng)用型本科大機械系
- 2021-08-28計算機輔助設(shè)計與制造(CAD∕CAM)PDF下載
- 2021-08-27計算機輔助設(shè)計與制造 21世紀(jì)全國應(yīng)用型本科大機械系
- 2021-08-27計算機輔助設(shè)計與制造(CAD∕CAM)PDF下載
- 2021-08-24經(jīng)典技法118例AutoCAD 機械設(shè)計經(jīng)典技法118例中文版_
- 2021-08-24經(jīng)典實例學(xué)設(shè)計AutoCAD 2016從入門到精通 [李軻 編著]