本文探討分析了數控銑零件圖工藝性相關內容。
針對數控銑削加工的特點,下面列舉出一些經常遇到的工藝性問題,作為對零件圖進行工藝性分析的要點來加以分析與考慮。
①圖紙尺寸的標注方法是否方便編程,構成工件輪廓圖形的各種幾何元素的條件是否充要,各幾何元素的相互關系(如相切、相交、垂直和平行等)是否明確,有無引起矛盾的多余尺寸或影響工序安排的封閉尺寸等等。
②零件所要求的加工精度、尺寸公差是否都可以得到保證。不要以為數控機床加工精度高而放棄這種分析。特別要注意過薄的腹板與緣板的厚度公差,“銑工怕銑薄”,數控銑削也是一樣,因為加工時產生的切削拉力及薄板的彈性退讓極易產生切削面的振動,使薄板厚度尺寸公差難以保證,其表面粗糙度也將提高。根據實踐經驗,當面積較大的薄板厚度小于3mm時就應充分重視這一問題。
③內槽及緣板之間的內轉接圓弧是否過小。因為這種內圓弧半徑及常常限制刀具的直徑。如圖4-14所示,如工件的被加工輪廓高度低,轉接圓弧半徑也大,可以采用較大直徑的銑刀來加工,加工其腹板面時,走刀次數也相應減少,表面加工質量也會好一些,因此工藝性較好,反之,數控銑削工藝性較差。一般來說,當(被加工輪廓面的最大高度)時,可以判定為零件該部位的工藝性不好。
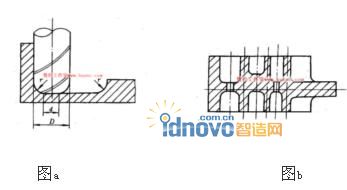
④零件銑削面的槽底圓角或腹板與緣板相交處的圓角半徑r是否太大。如圖a所示,當r越大,銑刀端刃銑削平面的能力越差,效率也越低,當r大到一定程度時甚至必須用球頭刀加工,這是應當盡量避免的。因為銑刀與銑削平面接觸的最大直徑d= D-2r(D為銑刀直徑),當D越大而r越小時,銑刀端刃銑削平面的面積越大,加工平面的能力越強,銑削工藝性當然也越好。有時候,當銑削的底面面積較大,底部圓弧r也較大時,我們不得不用兩把r不同的銑刀(一把r小些,另一把r符合零件圖)進行兩次切削。
⑤零件圖中各加工面的凹圓弧(R與r)是否過于零亂,是否可以統一。因為在數控銑床上多換一次刀要增加不少新問題,如增加銑刀規格,計劃停車次數和對刀次數等,不但給編程帶來許多麻煩,增加生產準備時間而降低生產效率,而且也會因頻繁換刀增加了工件加工面上的接刀階差而降低了表面質量。所以,在一個零件上的這種凹圓弧半徑在數值上的一致性問題對數控銑削的工藝性顯得相當重要。一般來說,即使不能尋求完全統一,也要力求將數值相近的圓弧半徑分組靠攏,達到局部統一,以盡量減少銑刀規格與換刀次數。
⑥零件上有無統一基準以保證兩次裝夾加工后其相對位置的正確性。有些工件需要在銑完一面后再重新安裝銑削另一面,如圖b所示。由于數控銑削時不能使用通用銑床加工時常用的試削方法來接刀,往往會因為工件的重新安裝而接不好刀(即與上道工序加工的面接不齊或造成本來要求一致的兩對應面上的輪廓錯位)。為了避免上述問題的產生,減小兩次裝夾誤差,最好采用統一基準定位,因此零件上最好有合適的孔作為定位基準孔。如果零件上沒有基準孔,也可以專門設置工藝孔作為定位基準(如在毛坯上增加工藝凸耳或在后繼工序要銑去的余量上設基準孔)。如實在無法制出基準孔,起碼也要用經過精加工的面作為統一基準。如果連這也辦不到,則最好只加工其中一個最復雜的面,另一面放棄數控銑削而改由通用銑床加工。
⑦分析零件的形狀及原材料的熱處理狀態,會不會在加工過程中變形,哪些部位最容易變形。因為數控銑削最忌諱工件在加工時變形,這種變形不但無法保證加工的質量,而且經常造成加工不能繼續進行下去,“中途而廢”。這時就應當考慮采取一些必要的工藝措施進行預防,如對鋼件進行調質處理,對鑄鋁件進行退火處理,對不能用熱處理方法解決的,也可考慮粗、精加工及對稱去余量等常規方法。此外,還要分析加工后的變形問題,采取什么工藝措施來解決。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF