巖灘水電站是我國(guó)廣西省的大型水電機(jī)組,也是哈電公司20世紀(jì)90年代生產(chǎn)設(shè)計(jì)的大型水輪機(jī)組。巖灘水電站自機(jī)組運(yùn)行以來(lái)我公司對(duì)機(jī)組的振動(dòng)、轉(zhuǎn)輪裂紋等問(wèn)題進(jìn)行了大量的科學(xué)研究工作。在上述研究的基礎(chǔ)上對(duì)巖灘2#機(jī)水輪機(jī)葉片進(jìn)行改造,使機(jī)組運(yùn)行更加穩(wěn)定、高效。
機(jī)水輪機(jī)葉片采用不銹鋼整體鑄造,全部數(shù)控加工。我公司通過(guò)技術(shù)上的調(diào)研分析、工藝上的充分準(zhǔn)備,順利完成了巖灘2#機(jī)水輪機(jī)葉片的數(shù)控加工。現(xiàn)對(duì)葉片的數(shù)控加工工藝過(guò)程及質(zhì)量控制要點(diǎn)進(jìn)行總結(jié),為以后葉片的數(shù)控加工積累經(jīng)驗(yàn)。
1.葉片加工工藝
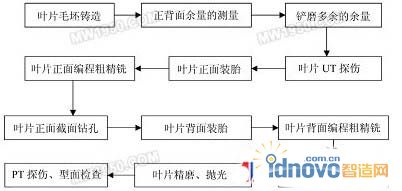
(1)巖灘葉片的加工工藝過(guò)程 巖灘葉片的加工工藝充分考慮了大型葉片的加工特點(diǎn),參考了三峽葉片的數(shù)控加工工藝,并根據(jù)巖灘葉片特殊情況而制定,主要工藝過(guò)程如圖1所示。
(2)加工前工藝準(zhǔn)備 毛坯質(zhì)量的控制:葉片為不銹鋼鑄造結(jié)構(gòu),材料為0Cr13Ni4Mo,為了保證葉片數(shù)控加工,將葉片正、背加工余量控制在8~15mm之間,周邊余量控制在25mm。將葉片在鑄造分廠進(jìn)行粗磨,再進(jìn)行UT探傷,以免有缺陷,損害刀具及浪費(fèi)工時(shí)。在葉片的正、背面標(biāo)有測(cè)量及加工找正用的三個(gè)定位基準(zhǔn)點(diǎn)并附其坐標(biāo)值。
銑胎的準(zhǔn)備:由于葉片為不規(guī)則形狀,不能直接在機(jī)床上裝夾并加工,為便于葉片的加工,提高數(shù)控機(jī)床的加工效率,提制了葉片數(shù)控加工用的正、背面胎具。
大型葉片數(shù)控加工過(guò)程中,加工的穩(wěn)定性是很關(guān)鍵的。巖灘葉片采用雙截面板平行支撐,截面板與葉片接觸的型線采用數(shù)控加工。上冠、下環(huán)及出水邊采用點(diǎn)支撐。定位支撐點(diǎn)距葉片周邊為300mm,定位支撐點(diǎn)間距500mm。葉片安裝在胎具(見(jiàn)圖2)上后,最低點(diǎn)距胎具平臺(tái)上平面500mm。實(shí)際加工中葉片振動(dòng)僅為0.20mm,滿足了加工要求。
(3)工藝過(guò)程 葉片的劃?rùn)z:葉片用經(jīng)緯儀劃?rùn)z(見(jiàn)圖3),測(cè)量各個(gè)點(diǎn)的坐標(biāo)值,約100~150mm寬測(cè)量一點(diǎn),將測(cè)量點(diǎn)的坐標(biāo)值輸入計(jì)算機(jī),并進(jìn)行數(shù)據(jù)處理,將葉片進(jìn)行調(diào)整至合格(即加工余量在8~15mm之間)。將余量值標(biāo)在對(duì)應(yīng)的葉片點(diǎn)上。將葉片的三個(gè)定位基準(zhǔn)點(diǎn)的坐標(biāo)值明顯地標(biāo)記在葉片正、背面上。
葉片與胎具截面板之間的間隙0~6mm之間為合格,將葉片裝合格后,將葉片與胎具之間用搭焊塊搭焊牢固。
葉片的找正:將葉片與胎具裝焊在一起吊到機(jī)床平臺(tái)上,將胎具與平臺(tái)壓牢固。用數(shù)控機(jī)床銑頭重新測(cè)量三個(gè)定位基準(zhǔn)點(diǎn)的坐標(biāo)值,并在胎具上設(shè)定一個(gè)機(jī)床的基準(zhǔn),即零點(diǎn)坐標(biāo),將數(shù)據(jù)傳給編程人員。
葉片的編程:編程人員根據(jù)數(shù)控機(jī)床測(cè)得的數(shù)據(jù)及葉片劃?rùn)z的數(shù)據(jù)經(jīng)過(guò)計(jì)算機(jī)的處理,編制出加工葉片正、背面型線,進(jìn)、出水邊,上冠、下環(huán)坡口的程序。
(4)葉片的加工 操作者根據(jù)編程人員編出的數(shù)控程序加工工件。將工件型線加工好后,在葉片上鉆出各個(gè)截面線的標(biāo)記,以便工件檢查型線用。并在葉片的進(jìn)、出水邊分別各測(cè)量三個(gè)找正用的基準(zhǔn)點(diǎn),基準(zhǔn)點(diǎn)間的距離選擇應(yīng)大些。將六個(gè)基準(zhǔn)點(diǎn)作明顯的標(biāo)記,并打上樣沖眼,記錄好坐標(biāo)值。再?gòu)?fù)測(cè)一次六個(gè)找正基準(zhǔn)點(diǎn)的坐標(biāo)。在加工時(shí),先加工葉片的表面型線(正面或背面),根據(jù)葉片的加工余量排刀,并考慮機(jī)床的效率,保證每刀之間的“刀峰”小于2mm,粗銑排刀寬度為100~120mm,精銑排刀寬度為50~60mm,這樣鏟磨量較小,機(jī)床效率高。根據(jù)程序的編排,可以先加工進(jìn)、出水邊與上冠、下環(huán)的相關(guān)線及坡口。型面加工合格后,將葉片需要檢查的截面線由數(shù)控機(jī)床用直徑5mm鉆頭鉆出。加工過(guò)程如圖4所示。

圖4 葉片在龍門(mén)銑數(shù)控加工
(5)葉片的檢查 葉片在數(shù)控機(jī)床上加工后,采用三維劃線機(jī)檢查葉片正、背面型線(見(jiàn)圖5),將測(cè)得的數(shù)據(jù)值與理論值進(jìn)行比較,測(cè)得的結(jié)果滿足設(shè)計(jì)要求。

圖5 葉片在三維劃線機(jī)檢查
2.工藝技術(shù)分析
巖灘葉片在加工過(guò)程中,遇到了許多工藝技術(shù)問(wèn)題,我們對(duì)此一一地進(jìn)行了解決,這些問(wèn)題的順利解決保證了葉片的加工質(zhì)量和生產(chǎn)周期。
(1)粗、精銑一次全部加工完成 巖灘葉片為保證加工質(zhì)量和精度,初步確定粗、精加工分工序進(jìn)行,但數(shù)控加工過(guò)程中由于生產(chǎn)周期緊,粗、精銑分開(kāi)將增加裝胎和測(cè)量、找正的時(shí)間,葉片將不能按期交貨。在保證加工質(zhì)量的前提下,根據(jù)葉片實(shí)際加工情況,特別是毛坯熱處理質(zhì)量較好的葉片,采用粗、精銑一次加工完成。在一面精加工完成后,工件翻身并測(cè)量找正點(diǎn),如果沒(méi)有變形,則另一面粗、精銑一次完成。在葉片表面有缺陷和變形的情況下可考慮粗、精銑分開(kāi)進(jìn)行。
(2)葉片的變形控制 葉片的變形是數(shù)控加工中遇到的主要問(wèn)題。葉片在粗加工后產(chǎn)生變形主要有兩個(gè)原因:一是葉片毛坯加工前大面積補(bǔ)焊,補(bǔ)焊后退火工作沒(méi)有進(jìn)行,或退火質(zhì)量不好,造成應(yīng)力沒(méi)有完全釋放;二是葉片毛坯加工前大面積氣刨,表面高溫冷卻后形成應(yīng)力集中,即表面層應(yīng)力,葉片沒(méi)有進(jìn)行退火。
巖灘葉片5#、6#毛坯余量處理完后,由于以上原因,出現(xiàn)了局部10~15mm的變形,加工中工件表面硬度很高,浪費(fèi)成本和生產(chǎn)周期,后經(jīng)校型滿足了設(shè)計(jì)要求。根據(jù)實(shí)踐驗(yàn)證對(duì)后幾個(gè)補(bǔ)焊和氣刨的葉片嚴(yán)格控制二次退火質(zhì)量,沒(méi)有發(fā)生葉片的變形。
(3)葉片的毛坯余量控制 為保證葉片數(shù)控加工的質(zhì)量和提高效率,將葉片正、背面加工余量嚴(yán)格控制在8~15mm之間,周邊余量控制在25mm以內(nèi)。在滿足機(jī)組性能的前提下葉片應(yīng)盡可能的采取簡(jiǎn)單的坡口形式,以使割坡口時(shí)余量易于控制,同時(shí)輔以樣板檢查的方法有效地控制坡口的余量。
(4)數(shù)控程序的編制 巖灘葉片的編程難度很大,主要難度在于葉片即使處于最平緩的位置放置,其出水邊曲率變化仍較大,一個(gè)程序無(wú)法滿足葉片在出水邊一個(gè)完整曲面的加工,稍不注意就會(huì)發(fā)生銑頭和葉片干涉的現(xiàn)象,使加工無(wú)法進(jìn)行。以編程人員為主,產(chǎn)品工藝積極配合,展開(kāi)了技術(shù)攻關(guān),編制相應(yīng)的獨(dú)立程序,在曲面相接處各自退刀,最終軌跡擬合,形成一個(gè)完整的曲面。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書(shū)Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書(shū) AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開(kāi)始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF