一、VERICU下軟件簡介
VERICUT軟件是美國CGTECH公司開發的數控加工仿真系統,由NC程序驗證模塊、機床運動仿真模塊、優化路徑模塊、多軸模塊、高級機床特征模塊、實體比較模塊和CAD/CAM接口等模塊組成,可仿真數控車床、銑床、加工中心、線切割機床和多軸機床等多種加工設備的數控加工過程,也能進行NC程序優化,縮短加工時問、延長刀具壽命、改進表面質量,檢查過切、欠切,防止機床碰撞、超行程等錯誤;具有真實的三維實體顯示效果,可以對切削模型進行尺寸測量,并能保存切削模型供檢驗、后續工序切削加工;具有CAD/CAM接口,能實現與UG. CATIA及MasterCAM等軟件的嵌套運行。VERICUT軟件目前已廣泛應用于航空航天、汽車、模具制造等行業,其最大特點是可仿真各種CNC系統,既能仿真刀位文件,又能仿真CAD/CAM后置處理的NC程序,其整個仿真過程包含程序驗證、分析、機床仿真、優化和模型輸出等。如圖1所示為從設計原型→CAM軟件→VERICUT→切削模型→模型輸出的整個機床仿真工藝流程。

圖1 機械仿真工藝流程
二、工藝系統仿真環境構建程序
為在VERICUT軟件中實現NC程序加工仿真,需要預先構建整個工藝系統的仿真環境,其構建的一般過程如下:
1.工藝系統分析
確定數控機床CNC系統型號和功能、機床結構形式和尺寸、機床運動原理、各坐標軸行程、機床坐標系統以及所用到的毛坯、刀具庫和夾具庫等。
2.建立機床幾何模型
采用三維CAD軟件建立機床運動部件(主要是各運動坐標軸和刀庫)和固定部件的實體幾何模型,并轉換成VERICUT軟件可用的STL格式。
3建立機床文件
建立機床運動模型,即部件樹,添加各部件的幾何模型,并準確定位。將結果保存為機床文件(后綴為.mch).
4.建立用戶文件和控制系統文件
在VERICT軟件中新建用戶文件(后綴為.usr),設置所用CNC系統文件(后綴為.ctl).
5.建立刀具工具庫
根據機床選用的刀柄型式和規格、刀具種類,構建機床刀具工具庫,將結果保存為刀具文件(后綴為.tcl)。
6.設置機床參數設置
機床各坐標軸的行程,換刀位置、機床初始位置、機床參考原點等。
7.保存所有文件
全部設置完成后,保存所有文件,則仿真系統構建完成。
三、構建五坐標高速銑FIDIA KR214仿真系統
1機床描述
該五坐標高速銑為意大利FIDIA S.P.A.公司生產的懸臂式立式加工中心,主軸為HSK63E柄的電主軸,刀具庫容量為42把,所用數控系統為C20XPOWER,設備能實現X、Y、Z、A、C、W六軸控制任意五軸聯動,工作臺為數控回轉工作臺。各軸的驅動電機全部采用全數字交流伺服電機,各軸的伺服控制全部采用全閉環控制、配置過載保護及報警功能,司時還具有機內激光對刀裝置和RENISHAW MP18數字探頭工件測量及自動校正系統。機床的各軸行程如表1所示。
表1 機床行程
坐標軸
行程
備注
X軸
2700mm
-
Y軸
1100mm
-
Z軸
1400mm
-
A軸
-100°~+200°
擺角半徑為310mm
C軸
-110°~+95°
主軸頭截面的最大對角線尺寸為805mm
W軸
-360°~+360°
1800mmX1800mmX200mm的數控回轉工作臺
2.建立部件的3D模型
用Pro/ENGINEER野火軟件造型,以運動單元建模,不需要按照機床零部件連接結構構建,也不必構建各坐標軸之間的傳動機構,僅需對各部件的外形進行建模。若某一部件由多個零件組成,可將各零件一體建模,也可各零件單獨建模,然后在VERICUT中進行裝配,建立幾何模型后,將其另存為STL.格式。
3.建立機床部件樹
A.床身的建立選取菜單中Model-Component Tree或點擊快捷圖標別,彈出部件樹對話框,如圖2所示。選取菜單中Model->Model Definition或點擊快捷圖標,按順序操作,選取相應的STL格式文件,正確設置位置參數,點擊Add和OK選項后返回部件樹菜單。

B.坐標軸的X.Y.Z.A.C.W的建立。
在部件樹中右鍵單擊Base-->在光標菜單選Append-->選XLinear,添加X軸;右鍵單擊X(0, 0, 0) -->在光標菜單選Append-->選YLirear,添加Y軸;右鍵單擊Y(0, 0, 0) -->在光標菜單選Append-->選ZLinear,添加Z軸;按照同樣的方法,添加其他部件。
4添加機床幾何模型
添加各部件的STL模型時應注意將模型TYPE選擇為Model Files類型,按Browse找到相應STL格式文件。
(1)雙擊部件樹中X ( 0, 0, 0),選取相應的STL格式文件,在Position欄和Angles欄內輸入位置坐標。
(2)雙擊部件樹中Y(0, 0, 0),選取相應的STL格式文件,在Position欄和Angles欄內輸入位置坐標。
(3)依照同樣的方法,完成其他部件的裝配,得到完整的FIDIAKR2I4機床部件樹,如圖3所示。

圖3 機床部件樹
5 建立機床刀具庫
選取菜單中Setup-->Tool Manager快捷圖標列,彈出刀具管理對話框。
在菜單中選取Add-->New Tool-->Mill,彈出圖中1號刀具,右鍵單擊"1",選取Cutter,彈出增加刀具對話框,按所需建立的銑刀類型(包含直齒銑刀、球頭銑刀、錐度銑刀及用戶自定義等),設置刀具幾何參數,確定后返回刀具管理對話框。依照上述方法,建立一系列常用的刃具庫,并在Description欄中描述刀具的類型和規格等。
6設置CNC系統文件
選取菜單中Setup-->Gontrol-->Open或快捷圖標,彈出打開控制文件對話框,在VERICU下安裝目錄的library子目錄下選取"fidm30.ctl";選取菜單中Setup-->Control-->Word/Address,彈出圖所示的對話框,根據機床的控制系統功能和指令格式,對準備功能G代碼、輔助功能M代碼、寄存器地址和狀態指令等進行設置,并保存該文件。
7.設置機床參數
選菜單Setup-->G-Code-->Settings,在彈出對話框中選Tables選項,再選取Job-Tables和Add/Modify選項,在Table Name列表框中選擇如下參數進行添加:
Input Program Zero(工件編程原點):0 -895 -800(-800為Z萬向主軸端面到工件坐標系原點的距離);
Initial Machine Location(機床初始位置):13500000(XYZAC坐標用空格間隔).
Machine Reference Location(機床參考點):13500000;
Tool Change Location(換刀位置):1350 895 10000
根據實際加工需要,還可以進行Works Offsets(工件偏置)、RTCP Piovt Offset(RTCP旋轉偏置)等。
8.保存文件
將建立的文件分別保存為用戶文件.usr,控制系統文件.ctl,機床文件.mch和刀具庫文件.tcl.如圖4所示的是已建立的虛擬機床環境。
圖4 虛擬機床環境
四、仿真實例的應用
實例中葉輪采用的材料為30CrMnSiA,經熱處理后,其強度相當大,屬于典型的薄壁件,葉片壁厚為4mm,易產生加工變形,加工周期長。該零件不但對尺寸精度和表面粗糙度要求高,而且對切削刀紋也有較高的要求,刀紋要順著流路方向。采用VERICUT軟件主要是為了解決如下問題
(1)由于編程時選擇的加工方式不理想,后置處理程序有缺陷,或因為編程員經驗不足,提前發現加工程序可能存在的問題,以免產生不必要的浪費。
(2)進行干涉檢查,及時對必須修正的地方進行修正甚至重新編程,以保證向機床操作人員提供正確的加工程序。
(3)模擬零件裝夾與加工過程中機床的真實運動情況,以避免機床部件與夾具和零件的碰撞。
(4)檢測零件加工后是否存在過切、欠切現象,測量加工后的零件與設計圖紙要求之間的差9等。
具體操作步驟如下:
@起動VERICUT,并調用所需用戶文件、機床文件、CNC控制文件和刀具庫文件。
@引入毛坯零件和設計零件。將葉輪毛坯零件和設計零件的STL模型文件引入部件樹。
@設置工件原點。X、Y軸零點在回轉工作臺的中心,Z軸零點為主軸端面到工件坐標系的距離。
@引入刀位文件或NC程序。
@檢查數控程序的正確性,設置碰撞、超程、干涉等識別顏色,單擊工具條上的"單步仿真"或"連續仿真"鍵,開始加工仿真。
@仿真結果分析。采用縮放、移動、旋轉和打剖面等工具,能從不同視點觀察,詳細精確地測量切削模型。選取菜單上Analysis-->X-->Caliper測量工具測量工件尺寸;選取菜單上Analysis-->Auto-->Diff比較工具,檢查零件有無過切、殘余材料等現象。
@若切削模型不理想,只需調整和更換NC程序,繼續零件的加工仿真,直至切削模型與設計原型一致。如圖5所示的是已定型的葉輪仿真。
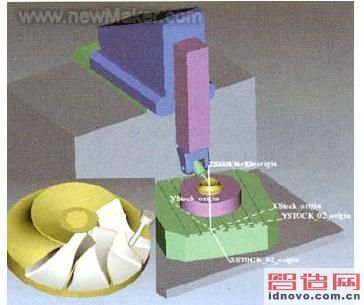
圖5 頁輪仿真加工
五、小結
在仿真軟件或系統建立以前,大部分編程人員在用CAM軟件編程后,為了驗證程序的正確性,要采用各種各樣的試切方法,如空走刀、切削泡沫、試切軟材料、木材和低速加工等,這樣既費時間,也浪費各種相關的人力、物力,最危險的是有些潛在的問題和干涉現象不能及時發現,且難以提高編程效率和保證產品質量。本文基于VERICUT軟件構建了五坐標高速銑加工的仿真環境,解決了上述存在的問題,實現了數控編程的虛擬制造,比一些CAD/CAM軟件單純的刀位文件仿真更真實、直觀,更接近實際加工情況,仿真后的NC程序不用試切可直接輸入機床進行加工,極大地提高數控編程的效率和質量。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF