在數(shù)控銑床零件加工過程中,由于刀具的磨損、現(xiàn)場實際刀具尺寸與編程時規(guī)定的刀具尺寸不一致和更換刀具等原因,都會直接影響最終加工尺寸,造成加工誤差。為了最大限度地減少因刀具尺寸變化等原因造成的誤差,目前數(shù)控銑床通常都具有刀具半徑補償功能,根據(jù)輸入的修正補償量和程序自動地加工出優(yōu)質(zhì)零件,否則,很難保證加工精度。同時,使用刀具半徑補償,實現(xiàn)了根據(jù)零件輪廓直接編程的巨變,大大簡化了編程工作量。因此,理解刀具半徑補償并能正確靈活地使用刀具補償功能,將起到事半功倍的效果,將刀具補償和變量編程結合使用,還可實現(xiàn)一些復雜曲面的加工,在數(shù)控切削加工中有較強的實用價值。
一、對刀具半徑補償?shù)恼J識
1.刀具半徑補償作用
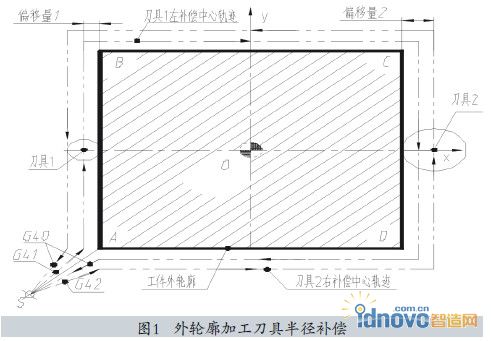
在數(shù)控銑床上進行輪廓加工時,由于銑刀半徑的存在,刀具中心軌跡和工件輪廓不重合,兩者相差一個刀具半徑值,為此必須使刀具沿工件輪廓的法向偏移一個刀具半徑值,才能保證零件的輪廓尺寸,如圖1所示。這種自動偏移計算稱為刀具半徑補償。現(xiàn)代數(shù)控機床通常都具備完善的刀具半徑補償功能,編程人員只需根據(jù)輪廓編程,數(shù)控裝置就會自動計算刀具中心軌跡,加工出所需要的工件輪廓。需要注意的是,在使用刀具半徑補償指令后,如果具體加工時選用不同半徑的刀具,則自動偏移量是不同的,如圖1當中就分別選擇了半徑不同的刀具1和刀具2進行加工,其軌跡偏移量就明顯不同。
2. 刀具半徑補償指令
刀具半徑補償指令有G41、G42和G40共3個指令。沿著刀具前進方向看,刀具位于工件輪廓的左側,稱為左補償,用G41指令,相當于順銑,常在精加工階段采用,如圖1刀具1中心軌跡所示;沿著刀具前進方向看,刀具位于工件輪廓的右側,稱為右補償,用G42指令,相當于逆銑,常用于工件表面硬皮和粗加工,如圖1刀具2中心軌跡所示;G40指令是用于取消補償用。
3. 刀具半徑補償執(zhí)行過程
刀具半徑補償工作過程分為三步。第一步,建立刀具半徑補償,如圖1中的SA段所示,這個工作要在切削工件之前完成。第二步,執(zhí)行刀具半徑補償。如圖1當中,左刀具半徑補償ABCDA段和右刀具半徑補償ADCBA所示。第三步,撤消刀具半徑補償。如圖1當中AS段所示,加工結束后取消刀具半徑補償,刀具回到起始位置S。
二、刀具半徑補償?shù)膽闷饰?/P>
1. 實現(xiàn)零件的輪廓加工,提高加工精度
使用刀具半徑補償指令可以按零件的內(nèi)、外輪廓直接編程,實現(xiàn)輪廓加工,這是刀具半徑補償?shù)囊话銘谩S捎诘毒甙霃窖a償值不一定等于刀具半徑值,因此在首件加工時,為了不浪費材料,應采取增加刀具半徑補償值的方法,根據(jù)加工實測值和理論值之差,修正刀具半徑補償值,從而提高加工精度。同一加工程序,當?shù)毒吣p或重磨后,直徑會發(fā)生改變,則需要通過修改刀具半徑補償值來獲得所需的尺寸精度,增加程序的柔性。
2. 同一程序實現(xiàn)零件粗、精加工
刀具半徑補償除簡化編程外,還可以用修改刀具半徑補償值的方法,實現(xiàn)用同一程序進行輪廓的粗、精加工。即在粗加工階段:刀具半徑補償值=刀具半徑+精加工余量;在精加工階段,刀具半徑補償值=刀具半徑+修正值。
3. 設置正負刀具半徑補償值實現(xiàn)零件的等寬壁厚加工
一般情況下,刀具半徑補償值應為正值,若補償值為負值,則G41和G42相互替換。利用這一特點,當加工相等寬度的、由直線和圓弧或者含有曲線的等距輪廓工件時,只需針對一個輪廓進行編程即可:加工好第一個輪廓后,修改刀具半徑補償值,使“刀具半徑補償值=-(刀具半徑+輪廓寬度)”,即可實現(xiàn)對第二個輪廓的加工。
在實際加工時,需要考慮建立刀具半徑補償和撤銷刀具半徑補償時的刀軌,會不會引起對加工工件的過切或與工件輪廓相干涉,若影響,只需要修改或者撤消刀具半徑補償?shù)能壽E即可。同理,在模具加工中,利用同一程序也可以加工同一公稱尺寸的內(nèi)外兩個型面,且可通過修改刀具半徑補償值保證配合精度。
4. 使用刀具半徑補償和變量編程,實現(xiàn)對輪廓倒圓/倒角的加工
上述刀具半徑補償?shù)膽茫话愕兀窃诩庸ら_始前將刀具半徑補償值輸入到數(shù)控裝置,加工過程中,刀具半徑補償值是保持不變的,稱為定刀具半徑補償。另一種情況,刀具半徑補償值在加工過程中需要按一定的規(guī)律改變,被稱為變刀具半徑補償。變刀具半徑補償需要與變量編程結合才能發(fā)揮作用。所謂變量編程,即允許程序中使用變量和給變量賦值,并能進行算術運算、邏輯運算和條件轉移,是數(shù)控程序編制的高級形式。
FNNUC0i系統(tǒng)的變量編程,可利用G10指令和系統(tǒng)變量按照某種規(guī)律改變刀具半徑補償值,在程序同一軌跡的控制下,可實現(xiàn)對具有一定規(guī)律的邊緣截面復雜曲面的加工,通用性強。如工件任意輪廓的倒圓、倒角加工,或圓孔/圓柱的邊緣倒圓、倒角加工等。
三、刀具半徑補償運用實例
1. 定刀具半徑補償編程實例
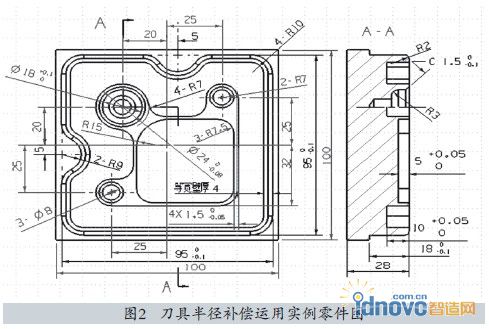
如圖2所示零件,工材硬鋁,在零件外圍加工一個類似矩形的壁厚4mm的等距輪廓,且外輪廓邊緣倒半徑2mm的圓角。經(jīng)過工藝分析,確定主視圖正方形中心為X、Y坐標軸編程原點,水平向右為X軸正向,向上為Y軸正向,Z軸零點在工件頂面上;外輪廓和倒圓加工選擇Φ12mm高速鋼立銑刀,等寬內(nèi)輪廓選擇Φ8mm高速鋼槽刀,則用FNNUC0i編寫外輪廓加工程序如下。
O0001;(主程序,d12mm立銑刀)
G40G80G49G21G94G17G16;(初始化)
G90G54G00X0.Y0.S1200M03;(建立工件坐標系)
G43Z100.H01;
Y-62.5; Z5.0 M08;
G01Z-9.0 F200;
D01M98P8011F120(分層粗銑外輪廓)
G01Z-18.0;
D01M98P8011F120(分層粗銑外輪廓)
/G91G28Z0.;
/G91G28Y0.;
/M01;(選擇性停止)
G90G00Z5.0;
G01Z-18.0F200;
D11M98P8011F80;(精銑外輪廓)
G00Z200.0;
M30;
O8011(子程序,外輪廓軌跡)
G41G01X15.; (建立刀具半徑補償)
G03X0.Y-47.5R15.;(圓弧切入)
G01X-47.5,R10.;
Y-14.,R9.0;
G03Y4.R9.0,R9.0;
G01Y47.5.,R10.;
X-4.0,R9.0;
G03X14.R9.,R9;
G01X47.5,R10.;
Y-47.5.,R10.;
X0.;
G03X-15.Y-62.5R15.; (圓弧切出)
G40G01X0.; (取消刀具半徑補償)
M99;
其中,在外輪廓粗切時,刀具半徑補償D01輸入“6.2”,外輪廓精切時,實測工件尺寸計算修正量,刀具半徑補償D11輸入“6+”修正量。在內(nèi)輪廓加工時,只需修改程序頭和結尾的進退刀路線,把刀具半徑補償變量D01設置為“-(4.2+4)”,就可對內(nèi)輪廓進行粗加工,內(nèi)輪廓精加工時只需把D11改為“-(4+4+修正量)”即可。由此可知,采用刀具半徑補償后,同一程序只需改變進退刀路線和刀具半徑補償值,即可實現(xiàn)對等壁厚零件的內(nèi)外輪廓的粗、精加工。
2.變刀具半徑補償編程實例
依然是上述加工實例,如果希望采用變刀具半徑補償?shù)姆绞骄幹萍庸こ绦颍敲词紫纫獜墓に嚿戏治鐾廨喞箞A加工。由于圓角半徑僅2mm,余量不大,因此為提高加工效率,粗精加工合一,選用Φ12mm平底立銑刀。由于使用變刀具半徑補償編程的關鍵,是建立加工曲面截斷面曲線與刀具半徑補償變量之間的規(guī)律數(shù)學關系,經(jīng)分析,建立如圖3所示的變刀具半徑補償幾何計算模型。
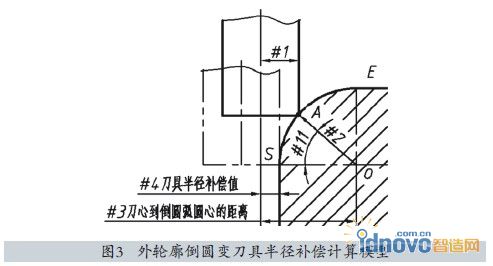
圖中點A為SE圓弧上任意一點,設#1變量表示刀具半徑,#2變量表示倒圓半徑,#11為循環(huán)變量[0,90],#4表示變刀具半徑補償變量,#3表示刀心到倒圓圓心的距離,由圖中幾何關系可得,截斷面圓弧曲線上任一點A的刀具半徑補償值:#4=#3-#2=#2*COS[#11]+#1-#2,由于A點的任意性,該公式即為加工曲面截斷面曲線與刀具半徑補償變量之間的數(shù)學關系。因此,根據(jù)圖3所示的幾何關系,可求出A點位置刀心的Z軸坐值:#5=#2*[sin[#11]-1]。
根據(jù)上述變量之間的關系,采用點A自下而上運動等高環(huán)切的加工路線,循環(huán)調(diào)用外輪廓軌跡子程序進行等高加工,編制變量程序如下,即可實現(xiàn)輪廓倒圓加工。若表面精度高,可選擇球刀,道理相同。
O0002;(Φ12mm立銑刀)
G40G80G49G21G94G17G16;
#1=6.;(刀具半徑)
#2=2.;(倒圓半徑)
#11=0.;(角度賦初值為0)
G90G54G00X0.Y0.S1000M03;
G43Z100.H01;
Y-62.5;
Z5.0 M08;
G01Z0.F200;
WH[#11LE90]DO1 ;(當型循環(huán))
#3=#2* [COS[#11]+#1-1];(刀心到倒圓心的距離)
#5=#2*[SIN[#11]-1];(Z 軸坐標值)
#4=#3-#2 ;(刀具半徑補償值)
G01Z#5F30O; (Z 軸進刀至切削位置)
G1OL12P01R#4;(將變刀具半徑補償值賦給D01)
D01M98P8011F1000;(調(diào)輪廓子程序)
#11=#11+1.;(角度循環(huán)遞增,遞增量可據(jù)實際情況設置)
END1;(循環(huán)結束)
G00Z200.0;
M30;
四、結束語
靈活運用刀具半徑補償功能對簡化數(shù)控手工編程,保證和提高加工精度,提高程序柔性,實現(xiàn)輪廓倒圓/倒角之類的曲面加工具有重要意義和價值。根據(jù)經(jīng)驗使用刀具半徑補償時還應注意以下幾點。
(1)建立或撤消刀具半徑補償時,刀具必須在補償平面內(nèi)或G01方式下移動,且移動距離大于刀具半徑補償值。
(2)在補償狀態(tài)下,銑削內(nèi)側最小圓弧一般要求滿足關系:刀具半徑≤刀具半徑補償值≤最小內(nèi)側圓弧半徑。
(3)建立刀具半徑補償后,不能出現(xiàn)連續(xù)兩個程序段無選擇補償坐標平面的移動指令。否則,編制的加工程序運行時產(chǎn)生報警,無法執(zhí)行。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數(shù)據(jù)處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環(huán)境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF