本文探討了壓鑄模擬中的flow-3d相關應用。
引言
模具設計是壓鑄生產的成功關鍵之一,過去我們主要依賴傳統的經驗來生產模具,對新設計概念的嘗試,并怸重視,而且傳統生產方式需要重復修改模具,模具加工周期較長。在國外的先進壓鑄技術領域,三維模流和熱場分析軟件受到高度重視,它的好處是使工程師能夠看到鑄造時模具內部的真實流動和凝固情況,從而優化模具設計和工藝。
目前市場有怸少可供選擇的金屬鑄造仿真軟件,應用于不同的鑄造工藝,如半固態、重力、低壓、離心、擠壓、消失模等。和其它工藝不同,壓鑄的特點是高速的液態流動、壁厚比較平均,因此預測充填過程中產生的雜渣和卷氣非常重要,但要準確預測并怸容易。
FLOW-3D 是Flow Science Inc.的軟件產品,它用來模擬金屬鑄造的流動和熱傳導。該軟件是使用計算流體力學技術,直接讀入三維計算機數據并進行計算。由1985年推出迄今,在壓鑄仿真領域占有重要地位,創辦人Dr. C.W. Hirt是計算流體力學研究領域的表表者,發表過眾多重要著述,包括VOF自由流體表面跟蹤法等。

軟件介紹
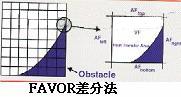
和其它壓鑄仿真軟件比較,FLOW-3D在三方面有明顯的優越性,第一方面是它獨有的部分面積/體積表示方法(FAVOR),是使用有限差分/體積控制的數學模型,模具被細分成若干可計算的方形小塊,FLOW-3D用將幾何圖形鑄插入網格中。用這種方法型腔被分成若干可計算單元,部分地阻塞它們的體積,這種網格剖分法要比傳統的有限差分的結果要好,它令型腔內部的流動和熱傳導精度得到改善。
第二是Volume of Fluid(VOF)自由流體表面跟蹤法,它是目前被廣為采用的表面流體計算法。在計算過程中,當流體元素分裂或聚合時,流體表面會自動出現、溶合或消失,這對計算高速流動狀態最為適合。Flow3D使用專利的TruVOF計算法,提供最完整精確的結果。
第三是使用獨有的缺陷跟蹤法(Defect Prediction Model),來判斷缺陷的位置。
壓鑄過程產生的缺陷
壓鑄過程中會產生的怸同的缺陷。在壓鑄周期的初段,沖頭要把金屬液盡快推入模腔,速度太慢會使金屬液溫度下降而產生冷流,太快會引起卷氣,Flow3D可以檢視沖頭狀態,幫助建立理想的壓射曲線。

氧化皮的產生是不可避免的,這些雜渣缺陷會在填充過程中(包括卷氣或夾在兩股相遇的金屬液)困在鑄件內部,Flow3D可以追蹤氧化皮的形成和運動軌跡。此外,填充過程的卷氣最終會形成內在氣泡,Flow3D也可以預測氣泡的形成和運動軌跡。

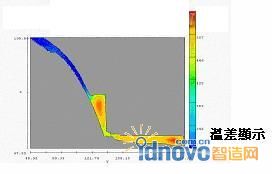
壓鑄件在填充時的溫差會產生冷流,在冷卻過程中會產生縮孔,Flow3D的熱場仿真可以找出冷流或縮孔形成的位置,協助用戶決定合適的冷熱管布置。
案例模擬
這里,我們將會敘述三個模擬形態:.第一,一個顯示模具內部的熱量分布的模具熱循環的計算模型,該模型為第二個填充模擬的初始條件.最后,第三個模擬是冷卻,凝固和金屬內部的縮孔分布。

模熱循環:
首先是做模溫循環,共計算十個模熱周期。模具的初始溫度為177℃,填充和保壓時間為23秒,噴涂時間為5秒,停留時間為7秒。主要參數輸入綜合如下:
-初始金屬溫度-718℃
-金屬/模具熱傳系數h.t.c-5x106erg/sec cm2 C
-噴涂溫度-30℃
-噴涂/模具熱傳系數h.t.c-5x106erg/sec cm2 C
-環境大氣溫度為-30℃
-空氣/模具熱傳系數 h.t.c.-5x106erg/sec cm2 C
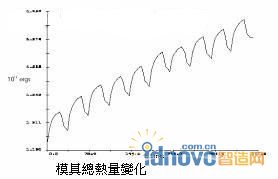
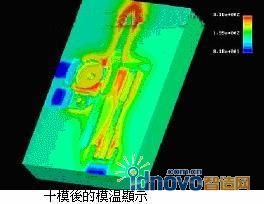
下以兩張圖像顯示模擬的結果,左圖顯示模具總熱量和時間的關系,從圖上可清楚看出,即使十模之后模溫仍然未能達到一個穩定的狀態。由于沒有放置冷卻水,模具冷卻就只靠噴涂脫模劑和開模時候的空氣冷卻。右圖顯示第十次開模時候,模具內部的熱分布。熱節點都分布在流道和模具型腔之間,溫度最低的部分是在排氣槽的地方,該地區冷卻比例較高,所以這里噴涂冷卻比模具的其它地方有效。
填充模擬:
以上模熱循環仿真得出的模具溫度結果做為填充時的初始條件。填充時間大約為25毫秒,相應的固定沖頭速度為500cm/sec。澆入的金屬液溫度為718℃。填充時的金屬液/模具熱傳導系數為5x106erg/sec cm2 C 。
卷氣的反壓力將會由FLOW-3D的隔熱氣泡模型來計算,卷氣的反壓力和它們的體積成為反比,排氣處的周圍環境的氣壓通常被設為空氣壓力。FLOW-3D 獨有的缺陷跟蹤模型會用來預測鑄件的卷氣和氧化皮層的出現位置,基于流道里的雷氏數據,我們選用一個固定的粘度系數來代表紊流。
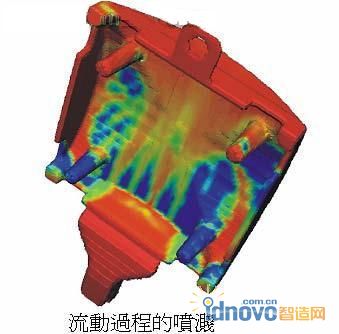
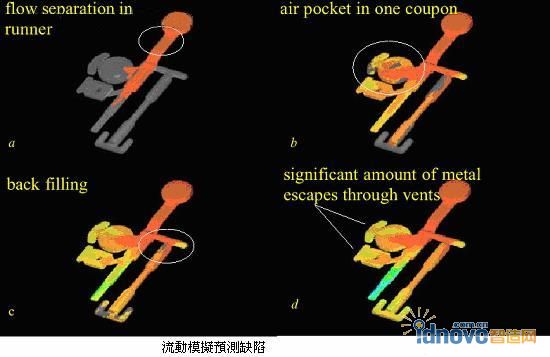
下圖顯示填充時的一些重要現象。在初始的填充過程中,流體在流道處出現偏流(a),這將會導致在流道里產生卷氣和氧化皮層。一個大且穩定的氣泡在圓形型腔中生成(b),這將會使鑄件成形后形成氣孔。然后當金屬填充至畢直的型腔部分,一個回流在該區域產生(c),這將使型腔里面的殘余氣體推向內澆口。最后,當型腔被完全充滿,大量的金屬液通過溢流槽旁的排氣槽(d),這表明也許排氣槽的尺寸太大。
下圖預測缺陷應用于填充時卷氣和氧化物,藍色部分代表潔凈的金屬表面,黃色和紅色則表示為缺陷。
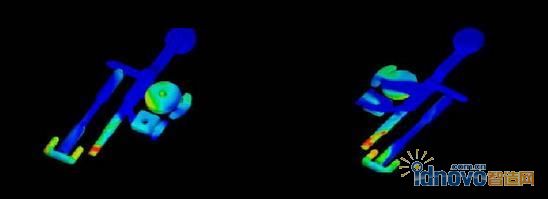
它顯示填充完成之后鑄件表面形成的卷氣和氧化皮層,這種缺陷使鑄件產生氣孔并且使鑄件的機械性能減弱,在理想情況下,卷氣和氧化金屬物應產生在模具型腔的溢流槽里,例如溢流槽里卷有雜渣,流道的末端應卷有很多從壓室卷入模具后產生的原始的氧化物。不過仿真結果預測缺陷在圓形腔體的位置形成,這預測與填充模式(b)是一致的,結果同時顯示截面的是另一邊是干凈的金屬,這是由于金屬液流暢地通過型腔和排氣口。

冷卻,凝固和收縮模擬:
在這里,我們把填充仿真得到的金屬和模具溫度,做為冷卻和凝固模擬的初始條件,金屬/模具熱傳系數和填充時的數據一樣。預測凝固時間為16.5秒,假設有足夠的增壓力通過澆道補充模腔的凝固收縮,一旦內澆口冷凍,這縮孔的補充就會停止,右圖顯示最后凝固的部位,該部位會產生一些縮孔(有別于卷氣產生的氣孔)。
結論
對于工程師來講,利用計算流體力學(CFD)模擬來設計流道、內澆口和排氣系統是一個非常有價值的工具。CFD分析使工程師看到填充時模具內部的情況,并且對模具設計提供溫度,壓力和流動訊息,可以預測該設計的潛在問題,基于這些資料,工程師可以作出針對性調整以便加速壓鑄件生產周期,和傳統的反復試驗方法相比較,可以為公司節省了大量的時間和金錢。FLOW-3D提供最精確的計算方法,再加上它獨有的特點,如缺陷跟蹤,可以提高使用CFD的好處。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF