隨著國民經濟的高速發展以及塑料制品在各行各業的推廣應用,產品對模具提出了越來越高的要求,并對其發展提供了巨大的推動力。模具作為重要工藝裝備,傳統的設計方法已無法適應當今產品更新換代快、品質要求高等特點。而CAD/CAM/CAE 技術恰恰在開發產品、設計模具以及零部件加工等重要環節彌補了以往的種種不足。與傳統設計方法相比,其具有研發周期短、設計成本低且模具設計成功率高等優勢。
本文以留置針三通座為例,運用Pro/ENGINEER 軟件和EMX外掛模塊進行聯合設計,以達到提高模具設計精度、降低研發成本等目的。
一、 典型注塑模具流程
注塑模具流程比較多,過程也比較復雜,現描述其中的一種實用流程,僅供參考。
(1)首先運用 Pro/ENGINEER 軟件對產品進行三維立體建模,為后期的模具設計做好準備。
(2)對產品所用原料性能進行分析,明確產品技術參數及設計要求,對工藝方案進行綜合評定。
(3)產品可模塑性分析。產品可模塑性反映的是產品結構是否適合模具制造的性質,主要包括對產品形狀、圓角、拔模斜度和壁厚等方面進行分析。
(4)合理運用模流分析。模流分析可模擬塑料熔體在模具型腔中的流動、保壓和冷卻過程,預測產品可能發生的熔接痕、氣泡和翹曲等問題出現的位置,其結果對優化模具結構和注塑工藝參數有重要的指導意義,可提高一次試模的成功率。
(5)參照模型的加載。它可以裝配一個或多個產品設計模型作為參照模型。本文就選擇了兩個產品設計模型作為參照模型。
(6)毛坯工件的添加。毛坯工件是一個能夠完全包容參照模型及澆注系統、冷卻水線等型腔特征的組件,通過分型面等特征可以將其分割成型腔和型芯等模具成型零件。
(7)產品模型收縮率的設置。由于各種材料在注塑成型后,產品從溫度較高的模具中取出冷卻到室溫后會發生不同程度的收縮,因此為了彌補由于材料收縮帶來的誤差,需要將參照模型適量放大。
(8)澆注系統的創建。澆注系統是指模具中由注塑機噴嘴至型腔的塑料流動通道。主要包括主流道、分流道、澆口和冷料井等部位的創建。
(9)模具分型面的創建。模具分型面是打開模具、將塑件取出的面。按照參照模型的復雜程度,可以使用一個或多個分型面,分型面的位置選擇是否合理,不僅直接關系到模具的復雜程度,還關系著模具產品的質量、模具的工作狀態和操作的方便程度。
(10)模具體積塊的分割。模具體積塊是一個有體積無質量的封閉曲面面組。利用設計好的模具分型面可以將毛坯工件分割成若干個不同的模具體積塊。
(11)模具元件的抽取。抽取操作是用實體材料填充模具體積塊來產生模具原件的過程。模具體積塊需經過抽取才能得到模具元件,而模具的凹凸模及型芯組件都是從模具體積塊得到。
(12)鑄模的創建。鑄模是通過用熔融材料按前面定義的主流道、分流道和澆口模擬填充模具或模腔來產生實際的制模或鑄件。鑄模可以用于計算質量屬性、檢測合適的拔模,還可用于檢查前面設計的完整性和正確性。
(13)模擬模具打開。抽取得到模具元件仍然處于原來模具體積塊的位置,為了檢查設計的適用性,可以模擬模具打開過程。
(14)產品模架的設計。運用EMX外掛模塊可以完成加載標準模架、裝配其他零部件、修改模板和型腔等操作,可簡化模具設計過程,縮短模具研發周期。
(15)完成整個組件產品的繪圖。
(16)完成詳圖,加工CNC元件。
二、研發留置針三通座模具整個過程
1.分析確定產品工藝方案
在 Pro/ENGINEER 軟件的零件模式下,構建如圖 1 所示的留置針三通座三維模型圖。在利用軟件提供的各種特征構建產品過程中,需考慮產品方便脫模和壁厚均勻等要求,故需創建相應的拔模斜度和倒圓角等特征。產品所有特征的構建既要符合產品使用要求,又要滿足模具設計要求。

該產品材料為聚碳酸酯 (PC),是一種無色透明的工程塑料。不僅具有良好的機械性能、耐蠕變性、尺寸穩定性、熱穩定性以及抗污染性 , 還具有收縮率低、耐沖擊強度好以及使用溫度范圍寬等優良性能。但是PC流動性能較差,會導致注塑過程較困難,在進行模具設計時應注意考慮該方面因素。
該產品形狀結構復雜程度較高,主體中間有一縮頸,旁邊有一側孔。主孔用于病人正常輸液,而側孔是為臨時加液。作為藥液通路,內表面光潔度要求較高。主孔與側孔均帶有螺紋,設計時要注意,產品要求沒有缺料、熔接痕和飛邊等缺陷。
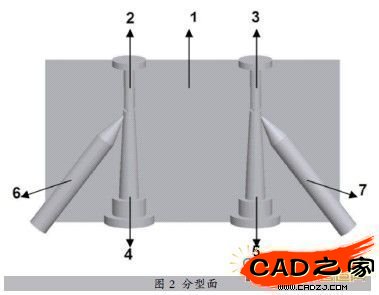
依據產品結構復雜程度和中等批量生產的加工方式,此模具設計為一模兩腔,使用兩板式模具。為使產品表面不受損傷,注澆點小,采用側澆口。產品有螺紋,如正常開模,主分型面需選在穿過三通座主孔和側孔的大面上(圖2)。產品中間有一縮頸,故上下兩小型芯采用哈夫模結構,即上下小型芯分別側抽,使滑塊在開模過程中,沿軸向移動。產品帶有側孔,故也需采用哈夫模結構,實現側抽,使產品能輕松脫模。為防止滑塊開模時脫離整個滑道,在每個滑塊下設計了限位碰珠。為保證料流充模時滑塊不發生移動,在每個滑塊上都裝有鎖緊塊裝置。產品表面有凸起和螺紋,開模后產品緊貼動模型腔,為能順利脫模,模具采用推桿結構,即采用三根推桿同時頂出,以保證產品受力均勻,不易發生變形。為使產品澆口能輕松脫出,且能去除前鋒冷料,設計了冷料井及抓料桿。產品可實現自動脫落,所以此結構能全自動循環工作,可提高生產效率,降低生產成本。
2.創建模具分型面
模具分型面的設計是模具設計中最重要的一步。分型面的選擇需遵循:產品脫模方便、模具結構簡單、型腔排氣順利、利于側向抽芯和保證產品外觀等基本原則。運用Pro/EN- GINEER軟件進行模具設計過程中,采用自動添加毛坯工件; 對參照模型不同部位的尺寸,按其各方向比例收縮的方式設 定收縮率,本文設為0.005;最后使用分型面對毛坯工件進行分割,產生型腔、型芯等特征。經多種方案分析和比較,最后確定如下7個分型面,其分型面如圖2所示。
圖2中,共有7個分型面,其中一個大分型面1,上面兩個小型芯面2和3,下面兩個大型芯面4和5,還有兩個側抽型芯面6和7。
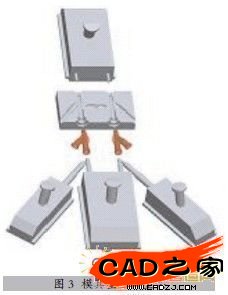
3.創建模具成型零件
模具成型零件主要由凸模、凹模、型芯和鑲拼件等部分組成。而注塑模具閉合后,成型零件構成了塑料產品的型腔,所以成型零件是整套模具的核心部分。而成型零件結構是否合理,是否便于制造加工,是否方便裝配和維修等方面都成為成型零件設計的重中之重。經多方考慮和比較,成型零件創建如圖3所示。
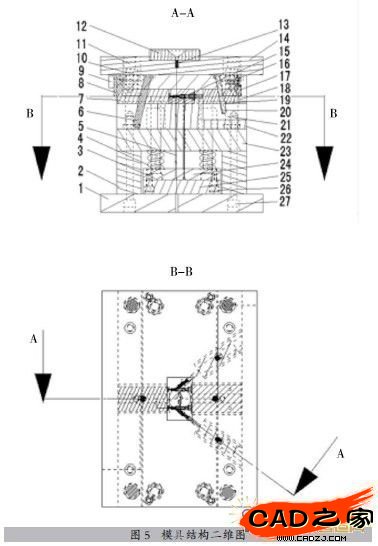
4.加載模架和創建相關零部件
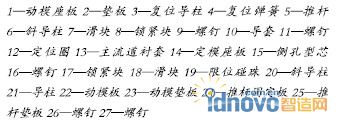
利用EMX外掛模塊,可加載適合產品結構的標準模具模架,還可以非常方便地建立和刪除螺釘、定位銷、頂桿、支撐柱、滑塊裝置及冷卻系統等,從而在較短的時間內完成全套模具設計和開發。圖4為模具結構三維圖圖5為模具結構二維圖。

三、結束語
在注塑模具設計中運用Pro/ENGINEER軟件可以完成整套模具的設計。該軟件可快速創建產品三維立體圖,并對產品進行預處理,提高模具設計的成功率,還可以實際模擬整個產品注塑成型的全過程,進行必要的成型工藝分析。總之,CAD/CAM/CAE 技術對模具行業的迅猛發展,起到了不可估量的作用。而Pro/ENGINEER作為專業化CAD/CAM/CAE軟件中的佼佼者,更發揮著重要作用。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF