本文介紹了ProE角焊縫功能應(yīng)用相關(guān)內(nèi)容。
關(guān)于角焊縫
角焊縫是右三角形剖面,用于連接兩段相互垂直或近似垂直的材料。在"模型樹"中,"實角焊縫"用 表示而"輕角焊縫"則用
表示而"輕角焊縫"則用 表示。
表示。
焊縫類型示例關(guān)鍵尺寸
角焊縫(T 形接頭)
L1 - 第一焊腳距離
L2 - 第二焊腳距離
RP - 根部熔深
角焊縫(角接接頭)
L1 - 第一焊腳距離
L2 - 第二焊腳距離
RP - 根部熔深
可以創(chuàng)建連續(xù)的或間斷的角焊縫。放置焊縫時,可根據(jù)焊接元件的幾何形狀來放置角焊縫的端點。間斷焊縫的各段可以在中心之間標(biāo)注尺寸,也可在端點之間標(biāo)注尺寸。
間斷焊縫可以為線性,也可以有一定角度。線性間斷焊縫沿直線分布。只有垂直于相應(yīng)焊接曲面的圓柱曲面才可使用角形間斷焊縫。
線性間斷焊縫角形間斷焊縫
創(chuàng)建實角焊縫
按照下列步驟用實體幾何創(chuàng)建連續(xù)的曲面到曲面的角焊縫。在連續(xù)焊縫中,焊縫形成整條不間斷的邊或曲線。
單擊 或單擊“插入”(Insert)>“焊縫”(Weld)。“焊縫定義”(WELD DEFINITION) 對話框打開。
或單擊“插入”(Insert)>“焊縫”(Weld)。“焊縫定義”(WELD DEFINITION) 對話框打開。
在“特征”(Feature) 下,單擊“焊接”(Weld) 復(fù)選框。清除“坡口加工”(Edge Prep) 和“凹槽”(Notch) 復(fù)選框。
在“組合”(Combination) 下,選取“單一”(Single) 來創(chuàng)建一道焊縫:
單擊“環(huán)境”(Environment) 以定義焊縫特征。
在焊條列表中,選取焊條(如果有)。
在工藝 列表中,選取工藝(如果有)。
選取“實焊”(Solid) 以在設(shè)計中創(chuàng)建實焊幾何。
要控制“族表”中的焊縫,請單擊“創(chuàng)建族表實例”(Create Family Table Instance) 復(fù)選框。選中該復(fù)選框后,將出現(xiàn)“實例名后綴”(Instance Name Suffix) 和“焊縫可見性”(Weld Visibility) 選項:
要為焊縫實例名添加后綴,請在“實例名后綴”(Instance Name Suffix) 框中鍵入一個后綴
要為類屬零件或族表實例設(shè)置焊縫的可見性,請單擊“類屬”(Generic) 或“實例”(Instance)
注意:有關(guān)“族表”的信息,請參閱“基礎(chǔ)幫助”。
在“焊縫特征”(Weld Feature) 下單擊 (角焊縫),然后指定焊縫尺寸:
(角焊縫),然后指定焊縫尺寸:
對于相等長度的角焊縫,單擊“等長”(Equal Length) 復(fù)選框。“焊腳 1”(Leg 1) 的值將等于“焊腳 2”(Leg 2) 的值。
對于不同長度的角焊縫,清除“等長”(Equal Length) 復(fù)選框并分別鍵入“焊腳 1”(Leg 1) 和“焊腳 2”(Leg 2) 的長度尺寸。
清除“間斷焊縫”(Intermittent Weld) 復(fù)選框。
單擊“可選的和用戶定義的參數(shù)”(Optional and User Defined Parameters),添加或刪除用戶定義的焊接參數(shù)。
單擊“確定”(OK)。“角焊縫”(FILLET WELD) 對話框打開,并顯示“參照選項”(REF OPTIONS)、“特征參考”(FEATURE REFS) 和“選取”(Select) 菜單。缺省情況下,會選中“曲面-曲面”(Surf-Surf)(在兩個零件的曲面間構(gòu)建焊接面)和“添加”(Add)。系統(tǒng)會提示您從要焊接邊的元件集中選取連續(xù)曲面。
在圖形窗口中,選取一個曲面并在“特征參考”(FEATURE REFS) 菜單中單擊“完成參考”(Done Refs)。系統(tǒng)將提示您從另一組元件中選取一個連續(xù)曲面。
在圖形窗口中,選取另一個曲面并單擊“完成參考”(Done Refs)。將出現(xiàn)“焊縫放置”(WLD PLACEMENT) 菜單。缺省情況下,會選中“整個長度”(Entire Length)(沿匹配圖元的整個長度來焊接)和“連續(xù)”(Continuous)(沿著整條不間斷的曲線進行焊接)。
注意:可通過“焊縫放置”(WLD PLACEMENT) 菜單或“焊縫定義”(WELD DEFINITION) 對話框?qū)⒑缚p定義為連續(xù)或間斷。
單擊“完成”(Done) ,接受這些缺省值。“角焊縫”(FILLET WELD) 對話框中的“材料側(cè)”(Material Side) 將自動選中,且出現(xiàn)“方向”(DIRECTION) 菜單。在圖形窗口中,箭頭指向要創(chuàng)建焊縫的方向。
要切換方向,單擊“反向”(Flip)。設(shè)置方向后,單擊“確定”(Okay)。
在“角焊縫”(FILLET WELD) 對話框中,單擊“確定”(OK)。該實角焊縫將出現(xiàn)在圖形窗口中并在模型樹中列出。“焊縫定義”(WELD DEFINITION) 對話框重新打開。
注意:如果在模型樹中未出現(xiàn)該特征,請單擊“設(shè)置”(Settings)>“樹過濾器”(Tree Filters) 并單擊“特征”(Features) 復(fù)選框。
在“焊縫定義”(WELD DEFINITION) 對話框中創(chuàng)建另一個焊接特征,或者單擊“取消”(Cancel)。
示例:創(chuàng)建連接多個元件的 曲面 - 曲面 角焊縫
可創(chuàng)建延伸到兩個以上元件上的“曲面-曲面”角焊縫。下圖所示為將一塊板與其它兩塊板連接到一起的簡單的“曲面-曲面”角焊縫的示例。
可拾取焊縫每一側(cè)的多個連續(xù)曲面。所選曲面可位于相鄰的裝配元件上。“側(cè) 1”包括“板 1”,而“側(cè) 2”包括“板 2”和“板 3”。
1 板 1
2 板 2
3 板 3
4 連續(xù)焊縫
創(chuàng)建輕角焊縫
按照創(chuàng)建實角焊縫中的步驟 1-10 進行操作,但選取“輕焊”(Light)來創(chuàng)建輕焊幾何除外。
單擊“確定”(OK)。“角焊縫”(FILLET WELD) 和“選取”(Select) 對話框打開,并顯示“鏈”(CHAIN) 菜單。缺省情況下,會選中“依次”(One By One)(選取單條曲線或邊)和“選取”(Select)。系統(tǒng)會在消息區(qū)域提示您為符號附件選取連續(xù)邊或曲線。此附件用于計算焊縫長度。
在圖形窗口或“模型樹”中,選取一條邊或曲線。
單擊“完成”(Done)。
在“角焊縫”(FILLET WELD) 對話框中,單擊“確定”(OK)。相應(yīng)的輕角焊縫即會出現(xiàn)在圖形窗口和“模型樹”中。輕角焊縫在“模型樹”中用 表示。
表示。
注意:如果在模型樹中未出現(xiàn)該特征,單擊“設(shè)置”(Settings)>“樹過濾器”(Tree Filters) 并單擊“特征”(Features) 復(fù)選框。
在“焊縫定義”(WELD DEFINITION) 對話框中創(chuàng)建另一個焊接特征,或者單擊“取消”(Cancel)。
注意:可通過選取或清除“模型顯示”(Model Display) 對話框(“視圖”(View)>“顯示設(shè)置”(Display Settings)>“模型顯示”(Model Display))中的“焊縫”(Weld) 復(fù)選框來切換輕焊縫的顯示。
創(chuàng)建實焊間斷焊縫
按照創(chuàng)建實焊角焊縫中的步驟 1-10 進行操作,但無需單擊“間斷焊縫”(Intermittent Weld) 復(fù)選框。單擊“間斷焊縫”(Intermittent Weld) 復(fù)選框時,將出現(xiàn)下列選項。使用這些選項來定義間斷焊縫段的數(shù)量和間距方案:
段長度 (Seg Length) - 指定間斷焊縫的段長度。
間距 (Pitch Dist) - 指定間斷焊縫的間距。對于角焊縫,間距值以度為單位。如果選擇了“間距”(Pitch Dist),則不可使用“焊縫數(shù)”(Num of Welds)。
焊縫數(shù) (Num of Welds) - 指定沿邊或曲線的焊縫數(shù)。如果選擇了“焊縫數(shù)”(Num of Welds),則無法使用“間距”(Pitch Dist)。
焊縫間隔 (Weld Spacing) - 指定如何測量間斷焊縫之間的間距。選取“中心位置”(AT_CENTER) 則測量中心到中心的間距;選取“端點位置”(AT_END) 則測量端到端的間距。
單擊“確定”(OK)。“角焊縫”(FILLET WELD) 對話框打開,并顯示“參照選項”(REF OPTIONS)、“特征參考”(FEATURE REFS) 和“選取”(Select) 菜單。缺省情況下,會選中“曲面-曲面”(Surf-Surf)(在兩個零件的曲面間構(gòu)建焊接面)和“添加”(Add)。系統(tǒng)會提示您從要焊接邊的元件集中選取連續(xù)曲面。
在圖形窗口中,選取一個曲面并在“特征參考”(FEATURE REFS) 菜單中單擊“完成參考”(Done Refs)。系統(tǒng)將提示您從另一組元件中選取一個連續(xù)曲面。
在圖形窗口中,選取另一個曲面并單擊“完成參考”(Done Refs)。將出現(xiàn)“焊縫放置”(WLD PLACMENT) 菜單。缺省情況下,會選中“線性”(Linear)、“整個長度”(Entire Length)(使焊縫遵循匹配圖元的整個長度)和“斷續(xù)”(Intermittent)。
單擊“完成”(Done) ,接受這些缺省值。系統(tǒng)將提示您輸入間斷焊縫的段長度。顯示的值與在“焊縫定義”(WELD DEFINITION) 對話框的“段長度”(Seg Length) 中設(shè)置的值相同。
注意:可通過“焊縫放置”(WLD PACEMENT) 菜單或“焊縫定義”(WELD DEFINITION) 對話框?qū)⒑缚p定義為連續(xù)或間斷。
單擊 接受該值或鍵入新值并單擊
接受該值或鍵入新值并單擊 。“焊縫間隔”(WELD SPACING) 菜單出現(xiàn)。缺省情況下,會選中您在在“焊縫定義”(WELD DEFINITION) 對話框中為間斷焊縫鍵入或選中的值。
。“焊縫間隔”(WELD SPACING) 菜單出現(xiàn)。缺省情況下,會選中您在在“焊縫定義”(WELD DEFINITION) 對話框中為間斷焊縫鍵入或選中的值。
單擊“完成”(Done) 以接受這些缺省值,或重新選取并單擊“完成”(Done)。根據(jù)您的選擇,系統(tǒng)會提示您輸入新值或接受現(xiàn)有值。
單擊接受該值或鍵入新值并單擊。出現(xiàn)“方向”(DIRECTION) 菜單。
單擊“反向”(Flip) 來切換焊接方向。設(shè)置方向后,單擊“確定”(Okay)。
在“角焊縫”(FILLET WELD) 對話框中,單擊“確定”(OK)。相應(yīng)間斷角焊縫即會出現(xiàn)在圖形窗口和“模型樹”中。
注意:如果在模型樹中未出現(xiàn)該特征,請單擊“設(shè)置”(Settings)>“樹過濾器”(Tree Filters) 并單擊“特征”(Features) 復(fù)選框。
在“焊縫定義”(WELD DEFINITION) 對話框中創(chuàng)建另一個焊接特征,或者單擊“取消”(Cancel)。
沿分段軌跡創(chuàng)建焊縫
Pro/ENGINEER 通過將每一曲面的一邊投影到另一邊上,來計算兩相鄰曲面的角焊縫軌跡。
可以對焊縫軌跡分成兩段或多段連續(xù)段的曲面進行焊接。這些情況可分成兩個類別,如下例所示:
分段軌跡;單道焊縫(示例 A)
分段軌跡;多道焊縫(示例 B)
示例 A示例 B
1 曲面 1
2 五個底面
3 曲面 2
4 角焊縫
1 曲面 1
2 邊 1
3 曲面 2
4 邊 2
5 焊縫 1
6 焊縫 2
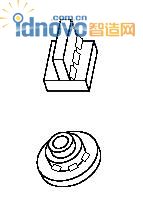
兩平板使用塞槽結(jié)構(gòu)相連的角焊縫
本例顯示了使用“塞槽”結(jié)構(gòu)連接,并用單道角焊縫加固的兩平板。頂部是焊接前的“分解狀態(tài)”,而底部是帶角焊縫的“正常狀態(tài)”。沿需要的焊接路徑上,兩曲面間金屬與金屬是連續(xù)接觸的。系統(tǒng)可沿接觸軌跡創(chuàng)建單道焊縫軌跡。兩平板的角焊縫,其中一個平板的焊接邊上有一開口
本例顯示沿不連續(xù)的幾條邊上相接觸的兩平板。每一接觸段與一單道焊縫相對應(yīng)。頂部是焊接前的“分解狀態(tài)”,而底部是帶焊縫的“正常狀態(tài)”。
系統(tǒng)檢查選定的參照后,可確定曲面是否沿幾個不連續(xù)的邊進行接觸,以及金屬與金屬接觸是否不連續(xù)。可以用幾個不連續(xù)的焊縫連接選定的曲面。系統(tǒng)一次只能創(chuàng)建一條焊縫,因此,必須先在離散的焊縫段之間解決模糊問題。
每段軌跡在菜單中按 Tr1、Tr2 等出現(xiàn)。當(dāng)光標(biāo)移到某一菜單項目上時,模型上相應(yīng)軌跡段就會加亮。選取一個條目,然后選擇“完成選取”(Done Sel)。定義放置后,“角焊縫”(FILLET WELD) 對話框會顯示新元素“模糊”(Ambiguity)。此時即可選擇“確定”(OK) 創(chuàng)建焊縫。
示例:標(biāo)注間斷焊縫
標(biāo)注線性間斷焊縫
下圖顯示了兩種標(biāo)注形式:段與段的端點之間和段與段的中心之間。
1 間距 (P)
2 段長度 (L3)
標(biāo)注角形間斷焊縫

1 間距 (P)
2 以度表示的段長度 (L3)
示例:使用 整個長度 和 設(shè)置端點 選項
下圖顯示了使用“整個長度”(Entire Length) 選項創(chuàng)建的焊縫。
下圖顯示了使用“設(shè)置端點”(Set Ends) 選項創(chuàng)建的焊縫。
創(chuàng)建輕焊間斷焊縫
按照創(chuàng)建實角焊縫中的步驟 1-10 進行操作,但為“焊縫幾何類型”(Weld Geometry Type) 選取“輕焊”(Light) 和單擊“間斷焊縫”(Intermittent Weld) 復(fù)選框操作除外。單擊“間斷焊縫”(Intermittent Weld) 復(fù)選框時,將出現(xiàn)下列選項。使用這些選項來定義間斷焊縫段的數(shù)量和間距方案:
段長度 (Seg Length) - 指定間斷焊縫的段長度。
間距 (Pitch Dist) - 指定間斷焊縫的間距。對于角焊縫,間距值以度為單位。如果選擇了“間距”(Pitch Dist),則不可使用“焊縫數(shù)”(Num of Welds)。
焊縫數(shù) (Num of Welds) - 指定沿邊或曲線的焊縫數(shù)。如果選擇了“焊縫數(shù)”(Num of Welds),則無法使用“間距”(Pitch Dist)。
焊縫間隔 (Weld Spacing) - 指定如何測量間斷焊縫之間的間距。選取“中心位置”(AT_CENTER) 則測量中心到中心的間距;選取“端點位置”(AT_END) 則測量端到端的間距。
單擊“確定”(OK)。“角焊縫”(FILLET WELD) 對話框打開,并顯示“鏈”(CHAIN) 和“選取”(Select) 菜單。缺省情況下,會選中“依次”(One By One)(選取單條曲線或邊)和“選取”(Select)。系統(tǒng)會提示您選取連續(xù)邊或曲線。
在圖形窗口或“模型樹”中,選取一條邊或曲線。
單擊“完成”(Done)。將出現(xiàn)“焊縫放置”(WLD PLACMENT) 菜單。缺省情況下,會選中“線性”(Linear)、“整個長度”(Entire Length)(使焊縫遵循匹配圖元的整個長度)和“斷續(xù)”(Intermittent)。
單擊“完成”(Done) ,接受這些缺省值。系統(tǒng)將提示您輸入間斷焊縫的段長度。顯示的值與在“焊縫定義”(WELD DEFINITION) 對話框的“段長度”(Seg Length) 中設(shè)置的值相同。
注意:可通過“焊縫放置”(WLD PACEMENT) 菜單或“焊縫定義”(WELD DEFINITION) 對話框?qū)⒑缚p定義為連續(xù)或間斷。
單擊接受該值或鍵入新值并單擊。“焊縫間隔”(WELD SPACING) 菜單出現(xiàn)。缺省情況下,會選中您在在“焊縫定義”(WELD DEFINITION) 對話框中為間斷焊縫鍵入或選中的值。
單擊“完成”(Done) 以接受這些缺省值,或重新選取并單擊“完成”(Done)。根據(jù)您的選擇,系統(tǒng)將提示您輸入新值或接受現(xiàn)有值。
單擊接受該值或鍵入新值并單擊。出現(xiàn)“方向”(DIRECTION) 菜單。
在“角焊縫”(FILLET WELD) 對話框中,單擊“確定”(OK)。輕角焊縫以線段的形式出現(xiàn)在圖形窗口中并在“模型樹”中列出。
注意:如果在“模型樹”中未出現(xiàn)該特征,請單擊“設(shè)置”(Settings)>“樹過濾器”(Tree Filters) 并單擊“特征”(Features) 復(fù)選框。
在“焊縫定義”(WELD DEFINITION) 對話框中創(chuàng)建另一個焊接特征,或者單擊“取消”(Cancel)。
注意:
還可創(chuàng)建輕焊縫、間斷焊縫和坡口焊縫。其過程與創(chuàng)建角焊縫相同。
可通過選取或清除“模型顯示”(Model Display) 對話框(“視圖”(View)>“顯示設(shè)置”(Display Settings)>“模型顯示”(Model Display))中的“焊縫”(Weld) 復(fù)選框來切換輕焊縫的顯示。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計算機應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計案例教程中文版AutoCAD 建筑設(shè)計案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機械A(chǔ)utoCAD 項目教程 第3版 [繆希偉 主編] 2012年P(guān)DF