0引言
凸輪機構常用于輕載、低速自動或半自動機構的控制。其中盤形凸輪應用較廣,其加工方法有劃線加工、靠模加工和數控加工。由于凸輪輪廓曲線較復雜,采用前兩者加工方法不但費時費力,且精度低。而采用數控加工可獲得很高的加工精度。如果其輪廓曲線是由直線和圓弧組成的,可由手工編程解決。但是由其他非直線和圓弧組成其輪廓曲線時,數控系統又不具備該曲線插補功能,用手工編程無法解決,就必須利用CAD/CAM軟件進行自動編程才能解決。CAXA制造工程師是一套由中國北京北航海爾軟件公司研制開發的基于Windows原創風格、功能強大、易學易用、全中文界面的計算機輔助設計與制造軟件。本文主要介紹CAXA制造工程師在加工盤形凸輪中的應用。
1 盤形凸輪的加工
舉例:加工一盤形凸輪,基圓D=50 mm。升程25 mm。使從動件運動規律如下:
0~90°,從動件靜止不動(下止點)。
90~180°,從動件勻加速向上。到達上止點。
180~270°,從動件靜止不動(上止點)。
270~215°,從動件勻加速向下。行程為升程的一半(12.5 mm)。
215~360°,從動件勻減速向下。行程為升程的一半(12.5 mm)。
1.1做出此零件的實體模型
利用CAD/CAM軟件編程,首先必須做出零件的輪廓曲線,才能生成實體模型。使用CAXA制造工程師中的公式曲線繪制凸輪的輪廓顯得方便快捷,任何復雜的曲線,只要確定了其函數式并選擇正確的取值范圍后。即可輕松獲得所需圖線。
從動件運動分析:
由上述要求可知,該凸輪的輪廓曲線是由5條曲線段組成。令:凸輪旋轉時的角速度![]() ,則周期
,則周期![]() 。即每轉過90°所需時間為1 s。
。即每轉過90°所需時間為1 s。
(1)0-90°
V=0。a=0,凸輪曲線為一圓弧(基圓),r=25 mm。
(2)90-180°
V>0.a=0,凸輪曲線為一阿基米德螺線。在此區間從動件從下止點到上止點,其行程s=50-25=25 mm,所用時間t=l S.故從動件在此區間的速度
已知阿基米德螺線的方程為
畫此曲線時。應選用極坐標系,輸入方程
![]()
起始值為![]() ; 終止值為
; 終止值為![]() 。
。
(3)180-270°
V=0,a=0,凸輪曲線為一圓弧,R=50 mm。
(4)270-215°
V=0,a>0,凸輪曲線為一拋物線。
此時從動件從上止點開始下移,該段行程s=12.5 mm。所用時間t=0.5 s。
![]()
又由![]() ,可得
,可得
![]()
于是距凸輪回轉中心距離
![]()
畫此段曲線時,輸入方程
![]()
起始值為0;
終止值為
![]()
曲線生成后。還需旋轉-90°即可完成與上段曲線的連接。
(5)215-360°
V=0,a<0,凸輪曲線為一拋物線。
此時從動件已從上止點下移了12.5 mm,離下止點距離(即行程)還有12.5 mm,離凸輪回轉中心距離為37.5 mm。
已知:行程s=12.5 mm,時間t=0.5 s,初速度即為上一段的末速度,
![]() ,此段的加速度
,此段的加速度
![]()
由![]() 及
及
![]() 可得從動件下移的距離
可得從動件下移的距離
![]()
則從動件離凸輪回轉中心距離
![]()
畫此段曲線時,輸入方程
![]()
起始值為0:
終止值為
![]()
曲線生成后,還需旋轉-45°,即可完成與上段曲線的拼接。如圖l所示。
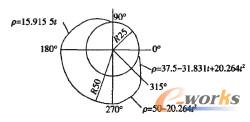
圖1 盤形凸輪曲線
需要注意的是畫盤形凸輪曲線時,要選用極坐標系。變量t的取值在0~2π,不能取負值。曲線方程確定后,起始值和終止值的選擇則顯得尤為關鍵,若選擇不當,則曲線的位置和大小將出現偏差。
輪廓曲線生成后,考慮到加工時使用φ20立銑刀及使從動件運動平穩,在各曲線連接處用R10的圓弧過渡,使曲線更加平滑。使用曲線組合功能把各段曲線進行組合,使凸輪輪廓成為一條完整的曲線。
使用移動拷貝功能畫凸輪上表面曲線(令凸輪厚度為20),利用直紋面和平面功能生成凸輪實體。
選擇下表面輪廓線,使用等距線功能畫凸輪曲線加工時φ20立銑刀的切削路徑(偏移距離為10 mm),以此作為“曲線路徑”。
1.2由實體模型定義毛坯大小
單擊加工管理按鈕。在“加工管理樹”中,雙擊毛坯圖標,彈出“定義毛坯”對話框,選取參照模型方式。單擊參照模型按鈕,系統自動計算模型的大小。以此作為毛坯。
1.3創建工件坐標系
在凸輪上表面中心創建加工坐標系。
1.4選擇加工方式,確定加工參數
單擊輪廓線精加工按鈕,彈出對話框。填寫各參數表中的參數。
1.5生成加工軌跡
填寫完參數表后,單擊確定。拾取“曲線路徑”和加工方向。右鍵確定。系統生成加工軌跡。
1.6生成加工程序
在加工菜單欄中選擇后置處理,在后置設置中選取加工機床,然后生成G代碼,獲得加工程序。
2結語
利用CAD/CAM軟件自動編程,關鍵是繪制出工件的輪廓曲線。本文重點闡述了如何利用CAXA制造工程師繪制盤形凸輪曲線及加工生成G代碼數控加工程序。CAXA制造工程師作為國產CAD/CAM軟件,以其人性化的界面和便捷的操作。被眾多的工程技術人員和教育工作者所青睞。隨著其功能的不斷完善,將在教學和應用中占據更加重要的位置。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF