如何調(diào)整精密齒輪滾刀的安裝角:
切斜齒輪(包括螺旋齒輪)時(shí),合理選擇滾刀的螺線方向,對(duì)滾切齒輪精度有一定的影響。切齒時(shí)希望滾刀的安裝角小些(滾刀螺線與被切齒輪螺線同向,其安裝角就小),因?yàn)檫@樣,滾刀沿被切齒輪切線方向分力與機(jī)床工作臺(tái)轉(zhuǎn)向相反,也就是滾齒機(jī)分度蝸桿對(duì)蝸輪的軸向力方向相反,這樣可消除蝸輪副的間隙,不易引起振動(dòng),從而提高切齒精度,降低表面粗糙度,同時(shí)可使?jié)L刀參加切削的刀齒較多,切削條件較好,被切齒輪質(zhì)量較高:如滾刀的安裝角大,參加切削的齒數(shù)減少,切削負(fù)荷集中,刀齒容易磨損,容易產(chǎn)生振動(dòng),被切齒輪質(zhì)量就差。因此加工右旋齒輪時(shí),應(yīng)采用右旋滾刀:加工左旋齒輪時(shí)應(yīng)采用左旋滾刀,這樣可減小滾刀的安裝角。至于加工直齒輪,采用左或右旋滾刀都可以,它們的安裝角總是等于它的螺線升角,只是滾切齒輪時(shí)輪坯的轉(zhuǎn)向不同而已。用標(biāo)準(zhǔn)滾刀滾切標(biāo)準(zhǔn)齒輪時(shí),相當(dāng)于齒條與齒輪嚙合,這時(shí)滾刀刀齒中線與齒輪的分圓相切,由于齒輪齒厚有偏差,所以必定會(huì)使?jié)L刀產(chǎn)生少量的徑向位移,使?jié)L刀刀齒中線與齒輪分圓分離,使?jié)L刀的安裝角產(chǎn)生變化:用標(biāo)準(zhǔn)滾刀滾切變位齒輪時(shí),滾刀必須按圖紙規(guī)定的位移系數(shù)與齒輪模數(shù)的乘積來(lái)調(diào)整(實(shí)際上是用測(cè)量齒輪齒厚來(lái)控制位移量),也會(huì)引起滾刀安裝角的變化:滾刀用鈍后重磨前刀面,不僅外徑會(huì)減小,而且節(jié)圓直徑也會(huì)隨之減小,滾刀的升角和安裝角也都會(huì)發(fā)生變化。本文詳述了滾刀分圓的選擇、滾刀與被切齒輪中心距不同時(shí)滾刀安裝角的變化、采用不同升角滾刀時(shí)滾刀安裝角的補(bǔ)償調(diào)整以及精確調(diào)整安裝角的方法。
1 滾刀分圓直徑的選擇:
在生產(chǎn)實(shí)踐中,只按新滾刀刻印的螺線升角來(lái)調(diào)整滾刀的安裝角,不按滾刀重磨后的各次螺線升角來(lái)調(diào)整滾刀的安裝角。事實(shí)上這樣做很煩,會(huì)給生產(chǎn)帶來(lái)極大的不便。故滾刀設(shè)計(jì)時(shí)選擇分圓直徑應(yīng)考慮新滾刀刃磨后,引起的螺線升角的變化。從新滾刀刃磨到最后不能使用時(shí)為止,滾刀節(jié)圓引起升角與分圓升角之差為小值,這樣可減小齒形誤差及齒厚變化。利用計(jì)算斜齒輪分圓的公式,可計(jì)算滾刀分圓直徑:
da=ms·z=mn·z/cosba=mn·z/cos (p/2-la)=mn·z/sina (1)
式中:da ——齒輪或滾刀分圓直徑
ms ——齒輪端面模數(shù)
mn——齒輪或滾刀的法向模數(shù)
z ——齒輪齒數(shù)或滾刀頭數(shù)
ba——齒輪分圓螺旋角或滾刀分圓螺旋角
la——齒輪螺線升角或滾刀螺線升角
圖1
式(1) 中如z=1即為單頭滾刀,圖1所示為新滾刀端面投影圖,它刃磨到OC 面后,即告報(bào)廢。如分圓直徑取在OB 剖面時(shí),單頭滾刀分圓直徑與齒高及鏟背量有關(guān),其升角為
sin la=mn/da (2)
而新滾刀節(jié)圓上的升角為
sin l1=mn/d1 (3)
刃磨至不能用的舊滾刀節(jié)圓上的升角為
sin l2=mn/d2 (4)
∵ d1>da>d2 ∴sin l2>sin la>sin l1即l2>la>l1,如分圓取在OA 剖面內(nèi)時(shí),分圓直徑僅與齒高有關(guān),其新滾刀分圓的螺線升角為:
sin l1a=mn/d1a (5) #p#分頁(yè)標(biāo)題#e#
刃磨至不能用時(shí)舊滾刀節(jié)圓螺線升角為:
sin l2a=mn/d2a (6)
∵ l1a=l1:l2a>la ∴ l2a-l1a>la-l1
∵ l2a=l2:l1a>la ∴ l2a-l1a>l2-la
所以只要考慮頂高所確定分圓直徑的滾刀與既考慮頂高又考慮鏟背量所確定分圓直徑的滾刀比較,由于前者節(jié)圓螺線升角與分圓直徑升角之差大于后者,故設(shè)計(jì)滾刀選擇分圓直徑時(shí)應(yīng)按后者,以保證新舊滾刀安裝角度變化減小,提高齒輪齒形精度,從而減小齒厚變化。
2 滾刀與被切齒輪中心距不同時(shí)滾刀安裝角的變化:
用標(biāo)準(zhǔn)滾刀滾切標(biāo)準(zhǔn)齒輪時(shí),相當(dāng)于齒條與齒輪嚙合,這時(shí)刀齒的中線與齒輪分圓相切,刀齒中線就是節(jié)線,齒輪分圓就是在滾刀節(jié)線上作純滾動(dòng)的節(jié)圓,滾切完成后,從理論上來(lái)說(shuō):齒輪節(jié)圓(分圓)上的齒厚等于滾刀齒形的齒槽寬:齒輪法面周節(jié)(斜齒輪或螺旋齒輪)等于滾刀的法面周節(jié)。實(shí)際上滾刀的齒厚及輪齒的齒厚都有誤差,故而滾刀齒形中線與齒輪分圓不相切而分離。分離量的大小,由齒輪齒厚偏差所引起的徑向位移量而定,用標(biāo)準(zhǔn)滾刀切制齒輪時(shí),當(dāng)被切齒輪與滾刀中心距加大時(shí),滾刀節(jié)圓加大,當(dāng)被切齒輪與滾刀中心距減小時(shí),滾刀節(jié)圓減小。滾切標(biāo)準(zhǔn)齒輪時(shí),設(shè)滾刀節(jié)圓直徑daw,因而有daw=da+Esi/2sina0。式中Esi為齒輪公法線長(zhǎng)度齒厚的下偏差。如工作圖給出分圓弦齒厚、固定弦齒厚的偏差,要換算成公法線長(zhǎng)度的偏差方可計(jì)算。計(jì)算時(shí)要將Esi的符號(hào)代入。設(shè)a0為齒輪分圓壓力角:由齒輪齒厚偏差而引起的滾刀節(jié)圓升角改變?yōu)閘aw,則:
sin law=mn/daw=mn/(da+Esi/2sina0)=sin la/(1+Esisin la/2mnsina0) (7)
故滾刀的實(shí)際安裝角為:
G=ba±law (8)
用標(biāo)準(zhǔn)滾刀滾切變位齒輪時(shí),設(shè)滾刀的節(jié)圓直徑為dawe,則有dawe=da+2mne+Esi/2sina0 。式中的e為變位系數(shù)(e>0或e<0) ,計(jì)算時(shí)要將e的符號(hào)代入。由變位數(shù)而引起滾刀節(jié)圓升角的改變?yōu)閘awe則簡(jiǎn)化整理后即可得:
sin lawe=mn/dawe=mn/(da+2mne+Esi/2sina0)
簡(jiǎn)化整理后即可得
sin lawe=sin la/(1+2esin la+Esisin la/2mn·sina0) (9)
故滾刀的實(shí)際安裝角為:
Ge=ba±lawe (10)
3 滾刀實(shí)際安裝角的補(bǔ)償調(diào)整:
滾切精密的標(biāo)準(zhǔn)齒輪及變位齒輪時(shí),如齒形精度要求高,齒厚變化要求小,滾刀的安裝角不能按滾刀刻印的la 來(lái)調(diào)整安裝角,應(yīng)按式(7)、(8)、(9)及(10)計(jì)算出的實(shí)際角度來(lái)調(diào)整滾刀安裝角,以減小齒形誤差及齒厚變化。利用式(7)進(jìn)行計(jì)算,如|law-la |>4’時(shí),要調(diào)整滾刀的實(shí)際安裝角,應(yīng)按式(8) G=ba±law 進(jìn)行調(diào)整安裝:利用式(9) 進(jìn)行計(jì)算,如|lawe-la|>4’時(shí),要調(diào)整滾刀的實(shí)際安裝角,應(yīng)按式(10) Ge=ba±la±lawe 進(jìn)行調(diào)整安裝。
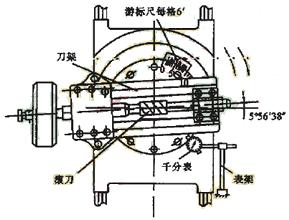
圖2
4 滾刀安裝角的精確調(diào)整:
滾齒機(jī)上滾刀安裝角的精度調(diào)整影響被切齒輪齒形精度及齒厚的變化。通常調(diào)整法是操作者根據(jù)刀架轉(zhuǎn)盤(pán)刻度及游標(biāo)刻度尺如圖2所示來(lái)調(diào)整,游標(biāo)刻度尺每一格一般為6’,故滾刀安裝角調(diào)整精度為6’。精加工斜齒輪齒形時(shí),需要將滾刀安裝角精確調(diào)整至1’,甚至要調(diào)整至秒,此時(shí)游標(biāo)刻度尺顯然不能滿足需要,這樣就給精確調(diào)整滾刀安裝角帶來(lái)困難。我們采用千分表將游標(biāo)上的一格轉(zhuǎn)換成千分表所走的格數(shù)來(lái)調(diào)整,可使?jié)L刀的安裝角精確的調(diào)整至秒。如圖2要求調(diào)整滾刀的安裝角ba±la=5°56’38"。精確的調(diào)整法:先將刀架轉(zhuǎn)盤(pán)角度調(diào)整至5°54’,然后用一千分表安裝于離偏轉(zhuǎn)盤(pán)旋轉(zhuǎn)中心任一位置,讓刀架轉(zhuǎn)過(guò)6’,看千分表走過(guò)為540格,1分的格數(shù)為540÷6=90格,1"的格數(shù)為90÷60=1.5格,由此求得2’38"時(shí),千分表應(yīng)走格數(shù)為:2×90+38×1.5=237格。將刀架復(fù)位至 5°54’,再將刀架按表調(diào)過(guò)237格,所求滾刀的安裝角即為5°56’38"精確至秒。#p#分頁(yè)標(biāo)題#e#
5 結(jié)論:
用標(biāo)準(zhǔn)滾刀滾切齒輪時(shí),不論是滾切標(biāo)準(zhǔn)齒輪還是滾切變位齒輪,滾刀安裝角都會(huì)發(fā)生變化:新滾刀經(jīng)刃磨后,節(jié)圓上的升角會(huì)發(fā)生變化并引起滾刀安裝角變化。滾刀刃磨后的升角變化可通過(guò)合理選擇滾刀分圓直徑加以控制,使?jié)L刀刃磨后安裝角變化小些,以提高齒形精度,減小齒厚變化。用標(biāo)準(zhǔn)滾刀滾切標(biāo)準(zhǔn)齒輪和變位齒輪,是指最后精切齒輪齒形:只有當(dāng)按滾刀刻印的升角la 來(lái)調(diào)整滾刀安裝角而難以達(dá)到齒形精度時(shí),才應(yīng)按(7) (8) (9) (10) 式進(jìn)行調(diào)整。如不是最后精切齒形而是作為粗切或半精切齒形,給磨齒、珩齒、剃齒等預(yù)加工,則不需按law、lawe 調(diào)整滾刀的安裝角。
相關(guān)文章
- 2021-08-02Autodesk RevitArchitecture2014官方標(biāo)準(zhǔn)教程 [柏慕進(jìn)
- 2021-07-18AutoCAD 電氣設(shè)計(jì)標(biāo)準(zhǔn)教程2013中文版 [張力展,胡琛,張梅
- 2021-06-24AutoCAD 電氣設(shè)計(jì)標(biāo)準(zhǔn)教程2013中文版 [張力展,胡琛,張梅
- 2021-06-06AutoCAD機(jī)械制圖標(biāo)準(zhǔn)教程PDF下載
- 2021-06-03AUTOCAD建筑設(shè)計(jì)標(biāo)準(zhǔn)教程 慕課版PDF下載
- 2021-05-29Autodesk AutoCAD 2010中文版電氣制圖標(biāo)準(zhǔn)實(shí)訓(xùn)教材PDF
- 2021-03-18AutoCAD 2011中文版機(jī)械設(shè)計(jì)標(biāo)準(zhǔn)實(shí)例教程_蔣曉,沈培玉,
- 2021-03-17AutoCAD 2014中文版電氣設(shè)計(jì)標(biāo)準(zhǔn)教程 [魏雅文,胡仁喜,李
- 2021-03-15AutoCAD 2014中文版機(jī)械設(shè)計(jì)標(biāo)準(zhǔn)教程_高嵩峰,胡仁喜,李
- 2021-03-14AutoCAD 2014中文版機(jī)械設(shè)計(jì)標(biāo)準(zhǔn)實(shí)例教程PDF下載