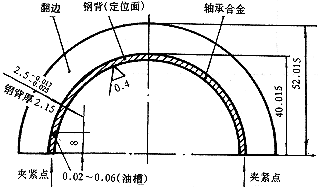
軸瓦是用于發(fā)動(dòng)機(jī)內(nèi)曲軸軸頸等部位的滑動(dòng)軸承,其構(gòu)成是由一種以鋼帶為襯底、表面附著一層軸承合金的雙金屬鋼帶,并通過一系列的加工而成。這層軸承合金通常有三種:巴氏合金、鋁錫合金和銅鉛合金。本機(jī)是為紹興紡織機(jī)械廠設(shè)計(jì)制造的用于加工EQ140-1主軸翻邊瓦(圖1)的內(nèi)圓精加工拉床。此主軸翻邊瓦的軸承合金為鋁錫合金,拉床切削的部分即為軸承合金層部分。
1.床身 2.上料裝置 3.夾具 4.拉刀 5.下料裝置
6.理料槽 7.油缸 8.控制電柜 9.液壓站
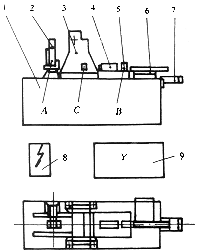
圖2 機(jī)床總體布局
5 機(jī)床的主要部件及技術(shù)要求
機(jī)床的夾具采用龍門式結(jié)構(gòu)(見圖3),具有支承拉胎、夾緊工件的功能。由于夾具要承受全部的拉削力,所以要有足夠的剛性,以抵擋拉削時(shí)大約20000N的沖擊力。
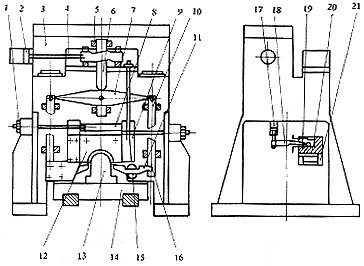
圖3 夾具
夾緊機(jī)構(gòu)是夾具的關(guān)鍵部件。第一,要求在夾緊時(shí)不影響拉削過程,由于軸瓦的夾壓點(diǎn)在軸瓦對口面的鋼背上,而鋼背厚度為2.15mm,夾壓寬度最大為2mm,故每次動(dòng)作時(shí)壓板的位置一定要準(zhǔn)確,以免壓多了碰刀,壓少了又壓不著。所以壓板要設(shè)定定位臺(tái)階。放松時(shí)壓板縮回要充分,以免下料時(shí)碰零件。第二,夾緊力要合適,一般夾壓力為檢測軸瓦高度時(shí)所施力的150%,本機(jī)為11000N,較為適宜。如果夾緊力太大,會(huì)在軸瓦夾壓點(diǎn)上留下夾壓的痕跡;夾緊力太小,軸瓦定位面與拉胎定位面的貼合率達(dá)不到80%以上,又會(huì)影響拉削精度的穩(wěn)定性。第三,軸瓦兩個(gè)對口面上夾壓力要相等,否則軸瓦便會(huì)在拉胎內(nèi)轉(zhuǎn)動(dòng)。本機(jī)床采用對稱的拉桿施力機(jī)構(gòu),可使兩邊的夾壓力相等。第四,夾緊要自鎖,以免在拉削中油缸大量進(jìn)油時(shí)引起油壓波動(dòng)而影響產(chǎn)品精度的穩(wěn)定性。本機(jī)床采用斜面自鎖裝置,自鎖角度為13°(見圖3),能可靠地鎖緊。
拉胎是一個(gè)高精度的零件,夾具體上拉胎支承面也要求有較高的精度。但由于安裝后拉胎圓弧面的曲線與圓拉刀的軸線難以同心,所以拉胎在夾具上應(yīng)有上下左右的微量調(diào)整,見圖3。本機(jī)采用1∶100的斜面進(jìn)行調(diào)整,方便可靠,精度保持性良好。
由于軸瓦是個(gè)有彈性的零件,當(dāng)夾緊壓板松開后,零件一般不會(huì)自己掉下來,所以需要在鋼背上打擊一下。為了不把零件打傷,材料裝置(見圖3)中的打料杠桿有意削掉一部分,形成一個(gè)薄弱的缺口,以便增加彈性,緩沖打擊力,既避免打傷零件,又不影響加工的節(jié)拍。
滑臺(tái)(見圖4)是帶動(dòng)拉刀進(jìn)行切削的動(dòng)力部件,其好壞直接影響著零件的加工精度。本機(jī)床的滑臺(tái)為一油壓驅(qū)動(dòng)滑臺(tái),該滑臺(tái)要有較高的直線運(yùn)動(dòng)精度、較大的推動(dòng)力(本機(jī)油缸推力為35000N)和較高的運(yùn)動(dòng)速度。這不僅可以提高效率,而且可以改善零件的表面粗糙度和減少切削阻力。其滑臺(tái)的拉削速度為20m/min,返回速度為34m/min。而舊式的滑動(dòng)導(dǎo)軌滑臺(tái)是難以達(dá)到這些要求的,因此,本機(jī)床采用無間隙滾動(dòng)導(dǎo)軌,選用六個(gè)滑塊(每根導(dǎo)軌三個(gè)滑塊,見圖4),并提高了滑鞍的剛性和承載能力。由于滾動(dòng)導(dǎo)軌具有較高的直線運(yùn)動(dòng)精度(0.008/1000)和較小的滾動(dòng)摩擦系數(shù)(0.005),而且可以對導(dǎo)軌進(jìn)行預(yù)緊,形成無間隙滾動(dòng),從而保證了滑臺(tái)在較大的負(fù)載阻力下能平穩(wěn)地作直線運(yùn)動(dòng),不僅發(fā)熱較小,而且維修和更換都很方便。
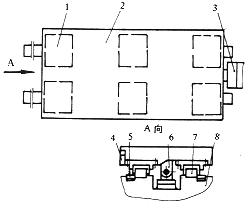 1.滑塊 2.滑鞍 3.油缸 4.壓板 5.壓塊 6.油缸支座 7.導(dǎo)軌 8.床身
1.滑塊 2.滑鞍 3.油缸 4.壓板 5.壓塊 6.油缸支座 7.導(dǎo)軌 8.床身
圖4 滑臺(tái)#p#分頁標(biāo)題#e#
滑臺(tái)油缸也是一個(gè)關(guān)鍵部件,由于滑臺(tái)的運(yùn)動(dòng)速度較高,所以油缸要有良好的緩沖裝置,以減小沖擊。本油缸采用前、后蓋可調(diào)緩沖裝置,見圖5。以后蓋為例,其原理為:當(dāng)件4進(jìn)入件3后,三角槽開始節(jié)流,A腔油通過三角槽進(jìn)入B腔;當(dāng)三角槽封閉后,A腔油經(jīng)過可調(diào)節(jié)流錐閥進(jìn)入B腔,從而形成比三角槽更小的節(jié)流,并形成緩沖。此種結(jié)構(gòu)產(chǎn)生的緩沖效果理想,即使機(jī)床在高速運(yùn)行后再停止,也感覺不到有沖擊現(xiàn)象。
1.活塞 2.缸筒 3.節(jié)流環(huán) 4.阻尼套 5.節(jié)流錐閥 6.油口 7.擋鐵 8.后蓋 9.活塞桿 10.鋼球 11.彈簧 12.三角槽
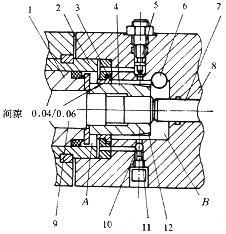
圖5 緩沖裝置
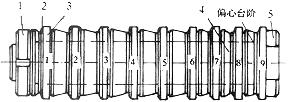
刀具與零件的加工質(zhì)量有著最密切的關(guān)系。本機(jī)床的拉刀由9片圓形刀片用心軸貫穿鎖緊而成(見圖6),第1~第4片為粗切削刀片,每齒升量均為0.1mm,第5~第8片為切齒和校對齒,齒升量見表2。第9片為偏心安裝(心軸后部有個(gè)向下偏心2mm的臺(tái)階),用來切削軸瓦兩邊的油槽。整個(gè)拉刀由刀架固緊在滑鞍上,松開時(shí)每個(gè)刀片均可轉(zhuǎn)動(dòng)。當(dāng)?shù)镀p后,將刀片轉(zhuǎn)動(dòng)180°可繼續(xù)使用。另外,拉刀在使用之前最好研磨一下,這樣拉出的軸瓦精度穩(wěn)定,拉削面光亮如鏡,粗糙度可達(dá)Ra0.1μm;否則拉出的零件表面上有一條一條的痕跡。
1.托料板 2.集料槽 3.彈簧 4.隔料板 5.螺母 6.頂料口 7.撞塊 8.滑臺(tái) 9.支架 #p#分頁標(biāo)題#e#
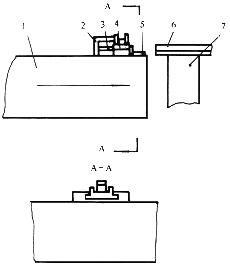 1.滑臺(tái) 2.推料器 3.滑道 4.滑塊 5.拉簧 6.理料槽 7.支架
1.滑臺(tái) 2.推料器 3.滑道 4.滑塊 5.拉簧 6.理料槽 7.支架
圖7 上料裝置
圖8 下料裝置
6 結(jié)束語
本機(jī)床經(jīng)用戶幾年的使用表明:能自動(dòng)正常運(yùn)行,故障少,精度穩(wěn)定。其穩(wěn)定精度為:壁厚公差為0.007mm,表面粗糙度為Ra0.1μm,生產(chǎn)率為650片/小時(shí)。本機(jī)床只需要更換拉胎部件、拉刀(同直徑不換)和調(diào)整集料槽,就可適應(yīng)不同種類、不同規(guī)格、不同材料軸瓦的加工,其不足之處是排屑不很理想。
1.微調(diào)螺母 2.夾緊油缸 3.夾具體 4、6、10.拉桿 5.斜槽滑塊 7.平衡杠桿 8、9.微調(diào)斜塊 11.壓板 12、21.拉胎 13.刀具 14.滑臺(tái) 15.轉(zhuǎn)軸 16.轉(zhuǎn)銷 17.打料油缸 18.打料杠桿 19.擋塊 20.打料滑塊相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF