1.微細機械加工和電加工技術
1.微細加工的機床結構
它應滿足下列功能:
1)為達到很小的單位去除率(UR),需要各軸能實現足夠小的微量移動,對于微細的機械加工和電加工工藝,微量移動應可小至幾十個納米,電加工的UR最小極限取決于脈沖放電的能量。
2)高靈敏的伺服進給系統,它要求低摩擦的傳動系統和導軌主承系統以及高精度跟蹤性能的伺服系。
3)高平穩性的進給運動,盡量減少由于制造和裝配誤差引起的各軸的運動誤差。
4)高的定位精度和重復定位精度。
5)低熱變形結構設計。
6)刀具的穩固夾持和高的重復夾持精度。
7)高的主軸轉速及極低的動不平衡。
8)穩固的床身構件并隔絕外界的振動干擾。
9)具有刀具破損和微型鉆頭折斷的敏感的監控系統。
圖1為日本FANUC公司開發的能進行車、銑、摩和電火花加工的多功能微型超精密加工機床的結構示意圖。該機床有X、Z、C、B四軸,在B軸回轉工作臺上增加A軸工作臺后可實現5軸控制,數控系統的最小設定單位為1nm。
該機床既有編碼器半閉環損制,還有激光全息式直線移動的全閉環控制。反饋指令的大小直接影響到伺服跟蹤誤差,編碼器與電機直聯具有每周6400萬個脈沖的分辨率,每個脈沖相當于坐標軸移動0.2nm。編碼器反饋單位為1/3nm,故跟蹤誤差在±1/3nm以內。直線尺的分辨率為1nm,跟蹤誤差約在±3nm以內。為了消除電機編碼器和直線檢測元件本身的誤差對反饋的影響,還應用高精度螺距誤差補償技術,開發了有50萬點的高密度誤差值自動設置的補償方法。螺距誤差補償值用0.3nm分辨率的激光干涉儀測出。
為了降低伺服系統的摩擦,對導軌、絲杠螺母副以及絲杠和伺服電機轉子的推力軸承和徑向軸承均采用氣體靜壓支承結構(圖2)。伺服電機的若采和定子用空氣冷卻,使運行時由發熱引起的溫升控制在抗0.1℃下。
為了防止絲杠轉動時的根擺影響到滑鞍運動的平穩性,所用的空氣靜壓螺母不直接固定在滑鞍上。而是通過其兩端的與床鞍橋板聯接的叉形氣墊支承塊來傳遞軸向運動,而其他方向均無約束,從而消除了絲杠偏擺的影響。螺母及兩個叉形氣墊支承塊均由氣體靜壓支承在導軌上被引導作軸向運動(圖3)。
2. 微細加工工藝
(l)微細機械加工工藝 凸形(外)表面的微細切削大多采用單晶金剛石車刀或銑刀。刀尖半徑約為100μm。圖4為單晶金剛石立銑刀的刀頭形狀,當刀具回轉時,金剛石刀片形成一個45°圓錐的切削面。凹形(內)表面的微細切削時,最小的可加工尺寸受刀具尺寸的限制,如鉆孔用麻花鉆可加工小至50μm的孔,更小的孔則無麻花鉆商品,可采用扁鉆。
微細加工中俯—個關鍵問題是刀具安裝后的姿態及其與主軸軸線的同軸度是否與坐標系一致,否則很難保證微小的切除量。為此可在同一臺機床上制作刀具后進行加工,使刀具的制作和微細加工采用同一工作條件,避免裝夾的誤差。如果在機床上采用線放電磨削制作#p#分頁標題#e#銑刀,可以用它銑出50μm寬的槽。
在圖1微型超精密機床上,用上述工藝方法加工一個直徑為1mm,高度為30μm的微型雕面像,用金剛石立銑刀加工無氧銅,刀具轉速5000r/min,進刀速度粗加工為20mm/min,精加工為5mm/min,吃刀量2μm,最好的表面粗糙度可達到Ramax50nm。
(2)微細電加工工藝 微型軸和異形截面桿(圖5)的加工可采用線放電磨削法(WEDG)加工。它的獨特的放電回路使放能僅為一般電火花加工的1/100。圖6為WEDG加工微型軸的原理,電極線沿著導絲器中的槽以5~10mm/min的低速滑動,就能加工出圓柱形的軸。如導絲器通過數字控制作相應的運動,就能加工出如圖5所示的各種形狀的桿件。
如需獲得更為光滑的表面,則可以在WEDG加工后,再采用線電化磨削法(WECG),它是用去離子水在低電流下去除極薄的表面層。
微細電火花加工(MEDM)所用的機床如日本松下電氣產業公司的MG-ED71,它的定位控制的分辯率為0.1μm,最小加工孔徑達5μm,表面粗糙度達0.1μm。加工節徑300μm、厚100μm的9齒不銹鋼齒輪時,先用φ24μm的電極連續打孔加工出粗輪廓,再用φ31mm電極按齒形曲線掃描出輪廓,精度達±3μm。也可用它加工微型階梯軸,最小直徑為30μm,加工的鍵槽截面為10μm×10μm。
加工微小零件的電極應在同一臺電加工機床上制作,否則由于電極的連接和安裝誤差很難加工出小于直徑100μm微型孔。如在微細電火花機床上加工電極或超聲加工工具,就可加工出5~10μm微型孔。圖7示出在一臺沖模機上用WEDG法制作出電火花加工所用的電極,以此做出凹模,并用與做電極相似的方法做出凸模,即成為一套沖模,生產出所需的微型零件。
微細電加工與微細機械加工相比雖材料切除率較低,但加工尺寸能更細小,孔的長徑比更大可達5~10,尤其對于微細的復雜凹形內腔加工更有其優越性。
2.光化掩膜加工
1. 光刻加工
光刻加工是對薄膜表面及金屬板表面進行精密、微小和復雜圖形加工的技術,用它制造的零件有:刻線尺、微電機轉子、電路印刷板、細孔金屬網板和攝像管的簾柵網等。其主要工藝過程如圖1所示。它是利用光致抗蝕劑化學反應特點,在紫外線或激光照射下,將照相制板(掩膜板)上的圖形精確地印制在涂有光致抗蝕劑的工件表面,再利用光致抗蝕劑的耐腐蝕特性,對工件表面進行腐蝕,從而獲得極為復雜的精細圖形,故而是半導體工業的一項極為主要的制造技術。
表1示出了采用光刻技術和微細電加工技術制造微型電機的結構和性能對比。
#p#分頁標題#e#表1 不同方法加工的微型電機比較
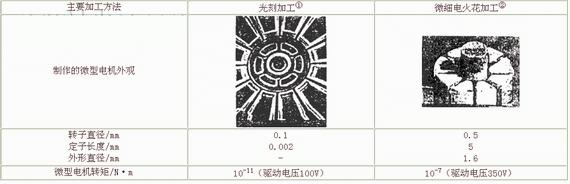
① 美國麻省理工大學(MIT)在硅片制作。
② 美國猶他大學(Utah)制作。
應用光刻加工技術可以使制造的電機更微型化,且無需組裝和易于實現批量生產。但由于它刻制的薄膜厚度僅有2μm,與用電火花制出的微型電機相比,由于電機的電極面積很小,因而電機的轉矩僅為后者的萬分之一。
2. LIGA法
為了克眼光刻法制作的零件的厚度過薄的不足,于90年代由德國卡爾斯魯厄原子核研究所提出了LIGA法(X射線刻蝕電鑄模法),它是由德文的照相制掩膜、電鑄制模和注射成形三個詞的縮寫(Lithograhic Galvanofornung Abformung)。它的工藝包括下列三個主要工序:
1)把從同步加速器放射出的具有短波長和很高平行性的X射線作為曝光光源,可在最大厚度達500μm的光致抗蝕劑上生成曝光圖形的三維實體(圖2)。
2)用曝光蝕刻的圖形實體作電鑄的模具,生成鑄型。
3)以生成的鑄型作為注射成形的模具,即能加工出所需的微型零件。
LIGA法的制作過程的示意圖如圖3所示。
由于X射線的平行性很高,使微細圖形的感光聚焦深度遠比光刻法為深,一般可達25倍以上,因而蝕刻的圖形厚度較大,使制出的零件有較大的實用性。且X射線的波長極短小于1nm,可得到卓越的解像性能,使斷面的粗糙度通常為Ra0.02~0.03μm,最小能達Ra0.01μm。此外用此法除可制造樹脂類零件外,也可在精密成形的樹脂零件基礎上再電鑄得到金屬或陶瓷材料的零件。例如應用LIGA法制作直徑為130μm、厚度為150μm的微型渦輪;制作厚度為150μm、焦距為500μm的柱面微型透鏡,并可獲得非常光滑的表面。
LIGA法與微細電火花加工相比,前者可實現極其微細的圖形成形以及用于對表面光滑度有很高要求的光學零件的制造。而微細電火花加工則適宜于加工立體型面和進行行內凹的和傾斜的表面加工。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF