一、前言
沖裁是沖壓工藝中重要工序,沖壓工藝是重要的壓力加工方法之一。在沖壓加工過程中,由于工藝上的需要不得不留下尺寸不同、形狀各異的廢料和剪切余料,使板材的利用率降低,造成浪費(fèi),影響了沖壓工藝的經(jīng)濟(jì)性。因此,要針對(duì)沖壓生產(chǎn)中存在的有關(guān)問題,開展少無廢料排樣沖裁技術(shù)的研究,采取相應(yīng)的措施,努力開發(fā)節(jié)約板材的途徑,充分挖掘材料的潛力,具有特殊的實(shí)際意義。
二、運(yùn)用和合理論實(shí)現(xiàn)少無廢料排樣沖裁
在滿足沖壓零件設(shè)計(jì)技術(shù)要求和零件對(duì)材質(zhì)纖維方向無硬性規(guī)定的前提下,除了應(yīng)遵循一般的板料排樣原則外(如為了減少條料的端頭廢料損失,剪裁窄條料時(shí),應(yīng)沿板的順長(zhǎng)方向進(jìn)行;零件盡量排成寬條料,減少剪裁次數(shù)和沖壓時(shí)的送料進(jìn)距;盡量采用側(cè)壓板送料,盡量不用定距刀送料,可以減少搭邊和條料寬度),應(yīng)盡量采用少廢料、無廢料排樣沖裁技術(shù)。
“和合幾何”——少無廢料排樣理論,它是討論這樣一種平面圖形,即每一個(gè)能和其全同形無縫隙地拼合起來——“和合圖形”。在沖壓工藝過程中,運(yùn)用“和合幾何”理論,在基本和合圖形的基礎(chǔ)上,經(jīng)過純平移(或旋轉(zhuǎn))、純對(duì)稱滑移、平移加旋轉(zhuǎn)、平移加對(duì)稱滑移、旋轉(zhuǎn)加對(duì)稱滑移、平移加旋轉(zhuǎn)對(duì)稱滑移等步驟,就可實(shí)現(xiàn)少無廢料排樣沖裁。
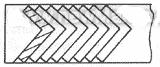
圖1和合圖形純平移
構(gòu)成和合圖形輪廓的任意圖形是指聯(lián)結(jié)兩點(diǎn)之間任意形狀的線,但曲線描述時(shí)不能轉(zhuǎn)成圈子或后退。作為少無廢料排樣的沖裁件,和合圖形必須至少有一條與條料或卷料邊緣重合的直線。圖1是少廢料排樣沖裁的例子。圖2表示的是基本和合圖形經(jīng)過平移加旋轉(zhuǎn)后,實(shí)現(xiàn)的無廢料排樣沖裁。
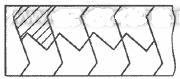
圖2和合圖形平移加旋轉(zhuǎn)
少無廢料排樣沖裁較常規(guī)排樣沖裁技術(shù)存在許多優(yōu)勢(shì)。但在應(yīng)用少無廢料排樣沖裁技術(shù)時(shí),條料和卷料寬度公差大多直接影響工件精度;在條料的所謂“匯合點(diǎn)”(即三個(gè)或更多工件相交的一點(diǎn)),可能出現(xiàn)毛刺;常因單邊沖裁,造成壓力中心偏移,影響模具的使用壽命;有時(shí)也會(huì)增加模具的制造困難。因此,應(yīng)該綜合地權(quán)衡少無廢料排樣沖裁技術(shù)的利弊,而不是盲目地應(yīng)用。
三、更改零件外形實(shí)現(xiàn)少無廢料排樣沖裁
一般情況下,產(chǎn)品設(shè)計(jì)師根據(jù)使用要求設(shè)計(jì)零件和工藝師根據(jù)零件產(chǎn)品圖編制工藝,這是順理成章。但是,有時(shí)材料就會(huì)通過設(shè)計(jì)師們的手送入廢料箱,造成浪費(fèi)。因此,在對(duì)零件進(jìn)行沖壓工藝分析、選擇工藝方案時(shí),適當(dāng)?shù)馗牧慵庑危沟媒?jīng)更改外形后的零件能成為和合圖形,零件與零件之間以及零件與毛坯之間毫無間隙地拼合,就可實(shí)現(xiàn)少無廢料排樣沖裁,這樣不僅能夠提高材料利用率(高達(dá)100%),還能提高生產(chǎn)效率,減少?zèng)_模的加工難度,有助于產(chǎn)品質(zhì)量的改善。如圖3所示的沖壓零件,在使用過程中起作用的主要是有關(guān)孔的尺寸要素(孔徑和孔位),至于孔以外的金屬只是起連接作用和增加強(qiáng)度,即零件的外形尺寸對(duì)零件的功能沒有顯著影響,這就為產(chǎn)品設(shè)計(jì)師與工藝師的合作提供了條件。
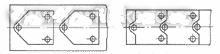
圖3更改零件外形,實(shí)現(xiàn)少無廢料排樣沖裁
#p#分頁標(biāo)題#e#如果沖裁件的外形不是完整的和合圖形,則可以增加“補(bǔ)合”把它拼湊成和合圖形。不同的補(bǔ)合將得到不同的和合圖形。補(bǔ)合實(shí)際上是廢料,因而帶補(bǔ)合的排樣是少廢料排樣。若將產(chǎn)品稍加修改,使之成為完整的和合圖形,雖然這樣做沒有減少單件耗料,但模具結(jié)構(gòu)大為簡(jiǎn)化(圖4)。
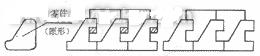
圖4補(bǔ)合或更改零件外形,實(shí)現(xiàn)少無廢料排樣沖裁
四、大小零件套裁實(shí)現(xiàn)少無廢料排樣沖裁
在實(shí)際生產(chǎn)中,因受板材規(guī)格的限制,一些零件在沖裁排樣中產(chǎn)生很大的廢料,造成浪廢。在規(guī)模較大的沖壓生產(chǎn)中,可以將兩種或多種材料各項(xiàng)指標(biāo)相近、產(chǎn)量協(xié)調(diào)的零件的毛坯在同一塊板材上排樣沖裁,從而減少、甚至消除沖裁廢料,降低材料消耗(圖5)。
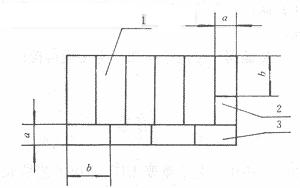
圖5大小零件套裁
1.零件A2.零件B3.零件C
對(duì)于產(chǎn)量不能相協(xié)調(diào)的零件,若有條件也可采用套裁,產(chǎn)量不足部分的零件仍采用常規(guī)排樣,同樣可以一定程度提高材料的利用率。
利用較大零件沖裁得到的邊角廢料,生產(chǎn)較小零件而實(shí)施的大小零件混合套裁是沖壓生產(chǎn)中開發(fā)利廢、節(jié)約挖潛、提高經(jīng)濟(jì)效益的重要內(nèi)容。這種方法直觀、容易實(shí)現(xiàn),且經(jīng)濟(jì)效果明顯。但它要求大小零件各項(xiàng)指標(biāo)(料厚、性能、表面狀態(tài))相近,因此受到限制。事實(shí)上,大多數(shù)小型沖壓件料厚適當(dāng)增大是不影響其使用性能的,可以利用料厚稍大的零件的廢料生產(chǎn);還有一些沖壓件可以減薄后利用材料力學(xué)性能指標(biāo)較高的零件的廢料生產(chǎn),從而在強(qiáng)度上得到彌補(bǔ);對(duì)于減薄能夠利廢生產(chǎn)的零件,還可采取增加壓筋、翻邊、表面熱處理強(qiáng)化等工藝手段或疊加使用來增加其強(qiáng)度、剛度,以滿足產(chǎn)品的使用要求。
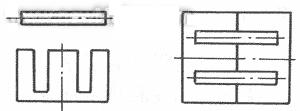
圖6大小零件混合套裁實(shí)例(一)
圖6是利用沖裁兩個(gè)硅鋼片的廢料,得到兩個(gè)細(xì)條制件,大小零件套裁后實(shí)現(xiàn)的無廢料生產(chǎn)的例子;圖7所示工藝方法,經(jīng)三工步后可以得到大小不同的三種零件。
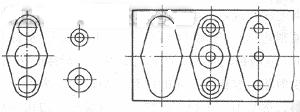
圖7大小零件混合套裁實(shí)例(二)
實(shí)現(xiàn)混合套裁的條件主要取決于零件的形狀。因此,設(shè)計(jì)師在考慮一些較大的沖壓件的工藝孔、減重孔時(shí),有必要結(jié)合一些小型沖壓件的外形尺寸來設(shè)計(jì),為實(shí)現(xiàn)混合套裁創(chuàng)造條件。
五、實(shí)現(xiàn)少無廢料沖裁的其它工藝方法
圖8所示的沖裁彎邊模,將凹模口在進(jìn)料一邊倒角,沖裁同時(shí)折彎;在下次沖裁時(shí),彎邊起擋料作用,這樣可以節(jié)省制造一套彎曲模的費(fèi)用;因不須留搭邊,可以實(shí)現(xiàn)少無廢料排樣沖裁,提高生產(chǎn)效率。
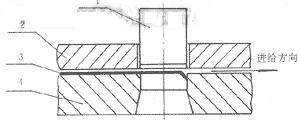
圖8沖裁—彎邊模
1.凸模2.固定卸料板3.毛坯4.凹模
圖9是文獻(xiàn)[2]給出的合理利用板材公差,實(shí)現(xiàn)少無廢料沖裁的例子。圖中所示的沖裁排樣圖在理論上是不容許的,但卻作為正式的工藝文件指導(dǎo)生產(chǎn),經(jīng)長(zhǎng)期實(shí)踐,并未出現(xiàn)尺寸不足的廢次品。這是因?yàn)楣に噹煈{經(jīng)驗(yàn)在工藝設(shè)計(jì)和修改中合理地利用了板材長(zhǎng)寬尺寸公差。按有關(guān)標(biāo)準(zhǔn)規(guī)定,板材長(zhǎng)度和寬度尺寸公差的上偏差為正值,下偏差為零,具有可利用的余地。因此,根據(jù)板材供給的歷史情況和零件毛坯尺寸精度的要求在工藝設(shè)計(jì)時(shí)可以考慮適當(dāng)利用板材的公差,大大地提高了板材利用率。 #p#分頁標(biāo)題#e#
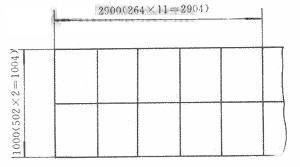
圖9合理利用板材公差實(shí)例
在生產(chǎn)過程中如果偶然出現(xiàn)正偏差過小的情況,可將尺寸不足部分均勻地分配到排樣中的各種坯料中沖裁,以保證零件毛坯尺寸的精度要求。
利用板材公差特別適宜于符合下列條件的零件的沖裁:(1)毛坯尺寸允許負(fù)偏差;(2)板材規(guī)格尺寸偏差為零時(shí),排樣中各坯料能夠獲得最小極限尺寸。對(duì)于沖裁毛坯尺寸有特殊要求的零件,利用板材公差時(shí)要慎重,應(yīng)對(duì)來料有充分把握;還有這種工藝方法對(duì)模具的制造精度要求高,從而增加模具的制造費(fèi)用。
此外,板料的規(guī)格也影響材料的利用率。在大批量生產(chǎn)大型沖壓件時(shí),應(yīng)盡量訂制尺寸與毛料成倍數(shù)關(guān)系的特種板材;而在大批量生產(chǎn)小型沖壓件時(shí),應(yīng)盡量選用冷軋帶代替板材。
各種新型切割技術(shù)的進(jìn)步,如激光切割、電火花線切割和高壓水切割(磨料噴射水切割),使得有可能采用較小縫隙,實(shí)現(xiàn)少無廢料排樣沖裁,并能提高制件的質(zhì)量。應(yīng)用計(jì)算機(jī)輔助設(shè)計(jì)與制造(CAD/CAM),可以真正實(shí)現(xiàn)少無廢料沖裁。
六、結(jié)論
在沖壓生產(chǎn)過程中,只要正確運(yùn)用“和合理論”,通過補(bǔ)合、更改零件外形、合理利用板材公差、實(shí)施大小零件套裁、應(yīng)用新型切割技術(shù),就能進(jìn)一步拓展節(jié)約板材的途徑,實(shí)現(xiàn)少無廢料排樣沖裁。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF