為了滿足日益增長的食品、飲料、化工產品包裝的需要,我們研制了JK-20型經濟型數控沖床,解決了輕工行業中利用普通沖床進行板料沖壓加工生產率低、耗材多、易發生工傷事故等問題。但當在該數控沖床上沖壓印花板料時,要求印花位于沖裁件中心,這樣對該數控沖床的定位精度提出了較高的要求。為了解決該經濟型開環數控沖床定位精度低的問題,我們分析了其定位誤差產生的原因,根據沖壓加工工藝特點,預先對其工作臺的定位誤差進行動態測定,利用軟件進行定位誤差補償,提高其加工精度。
2定位誤差產生的原因
由功率步進電機通過絲杠驅動的工作臺產生的定位誤差主要有:
(1)由絲杠驅動引起的工作臺x、y坐標方向全程分布隨位移非線性變化的誤差。這一誤差在一定時間內具有相對的穩定性,但隨著系統投入使用的時間增長、傳動副的磨損等還會發生變化。
(2)由絲杠產生的反向間隙誤差;
(3)由x、y軸導軌不垂直產生的誤差;
(4)由功率步進電機失步、過沖產生的誤差。引起步進電機失步和過沖的原因為:過載,起、停過程中的升降速運動不合適,靜態鎖定電流值小。當選擇步進電機時,使系統的負載力矩不超過步進電機的矩頻特性線,并留有一定余量,同時選擇適當的升、降頻規律和曲線與靜態鎖定電流,這樣步進電機很少出現失步和過沖現象。因此我們只對前三項定位誤差進行分析并加以補償。
3定位誤差補償
3.1非線性位移誤差補償
由絲杠驅動引起的工作臺x、y坐標方向全程分布的非線性位移誤差在一定時間內是一常值誤差,因此工作臺安裝調整好后,預先對工作臺定位誤差進行動態測量和處理。測量可采用感應同步器及數顯裝置或激光測量裝置等。在加工中可根據預先測量的定位誤差進行誤差補償。
由于其非線性位移誤差曲線基本不變性,因此我們可根據預先測量的定位誤差,按一定精度在x軸上取一系列離散點,根據離散點的誤差將其補償值(以脈沖當量為單位)建立成表格,存入計算機內存。如某點的誤差為2.1個脈沖當量,我們可取補償值為2個脈沖當量(補償脈沖當量取誤差的整數倍,即將誤差值(以脈沖當量計)四舍五入取其整數)。即工作臺移動到該點時,控制脈沖減少2個脈沖。這樣理論上可將工作臺精度控制在0.5個脈沖當量內。
根據以上補償原理可對工作臺位移逐點比較補償,但當逐點比較補償時,要占用微機的大量存取空間,還要有足夠的運算速度,這樣對由單片機開發的系統在實際應用中有一定困難。考慮到沖床沖壓加工是點位控制的特點,只需要對工件定位點(沖壓點)進行補償。基于此沖壓加工特點,給微機軟件補償定位誤差帶來了很大的方便。
設工作臺線性誤差如圖1a所示,圖1b為加工時的沖壓點x1,x2,…,xk,xk+1…由圖1a可建立非線性位移誤差補償表。
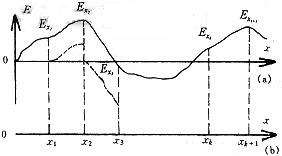
圖1正向送料定位非線性位移誤差補償
當工作臺在x方向送料時,假設起始點從絕對原點開始,在x1,x2,…,xk,xk+1,…沖壓加工,當沖壓x1點時,微機應發出的理論脈沖數為:
Lx1=X1/δ
式中δ——脈沖當量。
由于非線性位移誤差的存在,當微機發出Lx1個脈沖數時,x方向送料不在x1點。查表得x1點的非線性位移誤差為Ex1(以脈沖當量計),微機應發出的實際脈沖數為:
LB(X1)=Lx1-Ex1 (2)
由于x1點的誤差補償,x1點到x2點的非線性誤差曲線平移成圖1a中的虛線。因此在沖壓x2點時,微機應發出的實際脈沖數為:
LB(X2)=(Lx2-Lx1)-(Ex2-Ex1)
=Lx2-LB(x1)-Ex2
同理,當點X2的誤差補償后,x2點到x3點的非線性誤差曲線就變成圖1a中的虛線。因此在沖壓x3點時,微機應發出的實際脈沖數為: #p#分頁標題#e#
LB(x3)=(Lx3-Lx2)-(Ex3-Ex2)
=Lx3-[LB(x2)+LB(x1)]-Ex3 (4)
由歸納法可求得:當沖壓任意點xk,微機應發出的實際脈沖數,即x方向誤差補償式為:

式中LB(xk)——x方向從k-1點到k點經補償后需走的實際位移(以脈沖量計)
Lxk——x方向當前點(k點)的理論坐標值(距坐標原點)
LB(xi)——x方向當前k點以前,從i-1點到i點,經補償后需走的實際位移
Exk——x方向非線性誤差曲線上對應于點xk的誤差值
從式(5)可知,LB(xk)只與當前點的理論坐標值、當前點的誤差值和當前點以前所有沖壓點補償后實際從其前一沖壓點到該點的實際位移的和,當前點的誤差值可從建立的表格中查出,如果表格中該點不存在,利用其表格中的前后點用插補法求出,當前點以前所有沖壓點補償后實際從其前一沖壓點到該點的實際位移的和可設一累加器存儲。因此用此式進行誤差補償是很方便的。
根據以上原理,同樣可推導出y方向誤差補償的普遍式:

誤差補償式(5)、(6)是在工作臺從絕對原點開始沿正向送料定位加工的情況下推導得到的。但實際加工中,工作臺不但從絕對原點開始沿正向送料定位加工,而且要沿負向送料定位加工。一般送料定位加工過程如圖2所示。在一般情況下誤差補償式(5)、(6)是否成立,下面就給以討論。
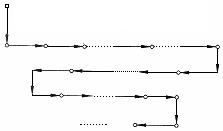
□絕對原點 ○相對加工點
↓Y送料定位方向→X送料定位方向
圖2沖壓送料定位加工過程示意圖
如圖3a,工作臺由絕對原點開始沿正向送料定位加工,定位加工點為x1,x2,…,xn,n點沖壓加工后,y向送料,再從n點沿負向送料定位加工,定位加工點為xn+1,xn+2,…,xn+k…。當加工n點時:

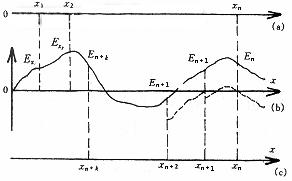
圖3送料定位非線性誤差補償
由于n點的誤差補償,n點到n+1點的誤差曲線平移到圖3b中的虛線,送料定位加工n+1點時,微機應發出的實際脈沖數為:

由n+1點的誤差補償,n+1點到n+2點的誤差曲線平移到圖3b中的虛線,送料定位加工n+2點時,微機應發出的實際脈沖數為:

由歸納法可得,當送料定位加工任一點n+k時,微機應發出的實際脈沖數,即x方向誤差補償式為:

由此可知式(5)、(6)具有普遍意義。
3.2反向間隙誤差補償 #p#分頁標題#e#
由于絲杠螺母副之間的間隙存在,當工作臺反向時,必產生反向間隙誤差而影響到工作臺送料定位精度。絲杠螺母副之間的間隙具有兩個特點:
(1)具有相對的穩定性,即在一定范圍內間隙是一個常數;
(2)隨著機械傳動的磨損而相應增加。
因此,預先測出其間隙,利用反向間隙的統計平均值,對其產生的定位誤差進行軟件補償。在軟件設計時,只需設計一方向寄存器,用來判斷工作臺是否換向。采用不換向不補償,每換向一次補償一次來消除絲杠螺母的反向間隙誤差。
3.3x、y軸不垂直產生的定位誤差補償
前面分析了由絲杠驅動引起的工作臺x、y坐標方向全程分布的非線性位移誤差的補償。當x、y兩軸不垂直而產生的定位誤差補償沒包括在內。考慮兩軸不垂直而引起的幾何誤差是個線性函數,其值為:
E′xn=Lyn.α/2 (11)
E′yn=Lxn.α/2 (12)
將E′xn、E′yn疊加到式(5)、(6)的Exn、Eyn中,就可同時消除x、y軸不垂直產生的定位誤差。這樣定位誤差的補償式即為:


4結論
此定位誤差補償方法用在我們開發的兩臺數控沖床上,該數控沖床步進電機脈沖當量為1/15mm,當沖壓75mm的印花圓盒和60mm的印花圓盒蓋時,每分鐘沖壓180次,其定位精度達到±0.10mm,滿足了生產廠家的技術指標。
此定位誤差補償方法簡單可靠,容易用軟件編程實現,在不增加任何硬件的基礎上,可在一定程度上提高數控沖床的定位精度。當系統投入使用一定時間后,可重新對其工作臺定位誤差動態測量,修正表格,消除傳動件磨損引起的定位誤差的變化。
本文以數控沖床為例,但其應用可推廣到所有點位數控機床的誤差補償。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF