本文介紹了FANUC系統對十一種孔加工固定循環指令的應用舉例。
FANUC系統共有11種孔加工固定循環指令,下面對其中的部分指令加以介紹。
1)鉆孔循環指令G81
G81鉆孔加工循環指令格式為:
G81 G△△ X__ Y__ Z__ R__ F__
X,Y為孔的位置、Z為孔的深度,F為進給速度(mm/min),R為參考平面的高度。G△△可以是G98和G99,G98和G99兩個模態指令控制孔加工循環結束后刀具是返回初始平面還是參考平面;G98返回初始平面,為缺省方式;G99返回參考平面。
編程時可以采用絕對坐標G90和相對坐標G91編程,建議盡量采用絕對坐標編程。
其動作過程如下
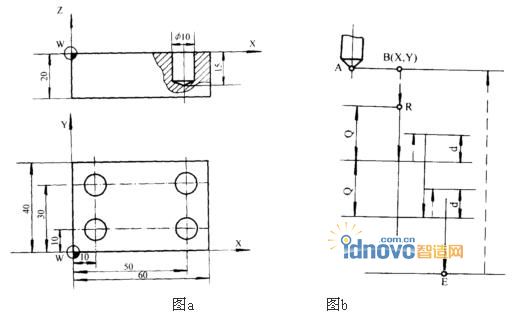
(1)鉆頭快速定位到孔加工循環起始點B(X,Y);
(2)鉆頭沿Z方向快速運動到參考平面R;
(3)鉆孔加工;
(4)鉆頭快速退回到參考平面R或快速退回到初始平面B。
該指令一般用于加工孔深小于5倍直徑的孔。
編程實例:如圖a所示零件,要求用G81加工所有的孔,其數控加工程序如下:
N02 T01 M06; 選用T01號刀具(Φ10鉆頭)
N04 G90 S1000 M03; 啟動主軸正轉1000r/min
N06 G00 X0. Y0. Z30. M08;
N08 G81 G99 X10. Y10. Z-15. R5 F20; 在(10,10)位置鉆孔,孔的深度為15mm,參考平面高度為5mm,鉆孔加工循環結束返回參考平面
N10 X50; 在(50,10)位置鉆孔(G81為模態指令,直到G80取消為止)
N12 Y30; 在(50,30)位置鉆孔
N14 X10; 在(10,30)位置鉆孔
N16 G80; 取消鉆孔循環
N18 G00 Z30
N20 M30
2)鉆孔循環指令G82
G82鉆孔加工循環指令格式為:
G82 G△△ X__ Y__ Z__ R__ P__ F__
在指令中P為鉆頭在孔底的暫停時間,單位為ms(毫秒),其余各參數的意義同G81。
該指令在孔底加進給暫停動作,即當鉆頭加工到孔底位置時,刀具不作進給運動,并保持旋轉狀態,使孔底更光滑。G82一般用于擴孔和沉頭孔加工。
其動作過程如下
(1)鉆頭快速定位到孔加工循環起始點B(X,Y);
(2)鉆頭沿Z方向快速運動到參考平面R;
(3)鉆孔加工;
(4)鉆頭在孔底暫停進給;
(5)鉆頭快速退回到參考平面R或快速退回到初始平面B。
3)高速深孔鉆循環指令G73
對于孔深大于5倍直徑孔的加工由于是深孔加工,不利于排屑,故采用間段進給(分多次進給),每次進給深度為Q,最后一次進給深度≤Q,退刀量為d(由系統內部設定),直到孔底為止。見圖b所示。
G73高速深孔鉆循環指令格式為:
G73 G△△ X__ Y__ Z__ R__ Q__ F__
在指令中Q為每次進給深度為Q,其余各參數的意義同G81。
其動作過程如下
(1)鉆頭快速定位到孔加工循環起始點B(X,Y);
(2)鉆頭沿Z方向快速運動到參考平面R;
(3)鉆孔加工,進給深度為Q;
(4)退刀,退刀量為d
(5)重復(3)、(4),直至要求的加工深度
(6)鉆頭快速退回到參考平面R或快速退回到初始平面B。
4)攻螺紋循環指令G84
G84螺紋加工循環指令格式為:
G84 G△△ X__ Y__ Z__ R__ F__
攻螺紋過程要求主軸轉速S與進給速度F成嚴格的比例關系,因此,編程時要求根據主軸轉速計算進給速度,進給速度F=主軸轉速×螺紋螺距,其余各參數的意義同G81。
使用G84攻螺紋進給時主軸正轉,退出時主軸反轉。與鉆孔加工不同的是攻螺紋結束后的返回過程不是快速運動,而是以進給速度反轉退出。
該指令執行前,甚至可以不啟動主軸,當執行該指令時,數控系統將自動啟動主軸正轉。
其動作過程如下
(1)主軸正轉,絲錐快速定位到螺紋加工循環起始點B(X,Y);
(2)絲錐沿Z方向快速運動到參考平面R;
(3)攻絲加工;
(4)主軸反轉,絲錐以進給速度反轉退回到參考平面R;
(5)當使用G98指令時,絲錐快速退回到初始平面B。
編程實例:對圖5-34中的4個孔進行攻螺紋,攻螺紋深度10mm,其數控加工程序為:
N02 T01 M06; 選用T02號刀具(Φ10絲錐。螺距為2mm)
N04 G90 S150 M03; 啟動主軸正轉1000r/min
N06 G00 X0. Y0. Z30. M08;
N08 G84 G99 X10. Y10. Z-10. R5 F300; 在(10,10)位置攻螺紋,螺紋的深度為10mm,參考平面高度為5mm,螺紋加工循環結束返回參考平面,進給速度F=(主軸轉速)150×(螺紋螺距)2=300
N10 X50; 在(50,10)位置攻螺紋(G84為模態指令,直到G80取消為止)
N12 Y30; 在(50,30)位置攻螺紋
N14 X10; 在(10,30)位置攻螺紋
N16 G80; 取消攻螺紋循環
N18 G00 Z30
N20 M30
5)左旋攻螺紋循環指令G74
G74螺紋加工循環指令格式為:
G74 G△△ X__ Y__ Z__ R__ F__
與G84的區別是:進給時主軸反轉,退出時主軸正轉。各參數的意義同G84。
其動作過程如下:
(1)主軸反轉,絲錐快速定位到螺紋加工循環起始點B(X,Y);
(2)絲錐沿Z方向快速運動到參考平面R;
(3)攻絲加工;
(4)主軸正轉,絲錐以進給速度正轉退回到參考平面R;
(5)當使用G98指令時,絲錐快速退回到初始平面B。
6)鏜孔加工循環指令G85
G85鏜孔加工循環指令指令格式為:
G85 G△△ X__ Y__ Z__ R__ F__
各參數的意義同G81。
其動作過程如下:
(1)鏜刀快速定位到鏜孔加工循環起始點B(X,Y);
(2)鏜刀沿Z方向快速運動到參考平面R;
(3)鏜孔加工;
(4)鏜刀以進給速度退回到參考平面R或初始平面B;
7)鏜孔加工循環指令G86
G86鉆孔加工循環指令格式為:
G86 G△△ X__ Y__ Z__ R__ F__
與G85的區別是:在到達孔底位置后,主軸停止,并快速退出。各參數的意義同G85。
其動作過程如下:
(1)鏜刀快速定位到鏜孔加工循環起始點B(X,Y);
(2)鏜刀沿Z方向快速運動到參考平面R;
(3)鏜孔加工;
(4)主軸停,鏜刀快速退回到參考平面R或初始平面B;
8)鏜孔加工循環指令G89
G89鏜孔加工循環指令格式為:
G89G△△ X__ Y__ Z__ R__ P__ F__
與G85的區別是:在到達孔底位置后,進給暫停。P為暫停時間(ms),其余參數的意義同G85。
其動作過程如下:
(1)鏜刀快速定位到鏜孔加工循環起始點B(X,Y);
(2)鏜刀沿Z方向快速運動到參考平面R;
(3)鏜孔加工;
(4)進給暫停;
(5)鏜刀以進給速度退回到參考平面R或初始平面B;
9)精鏜循環指令G76
G76鏜孔加工循環指令格式為:
G76 G△△ X__ Y__ Z__ R__ P__ Q__ F__
與G85的區別是:G76在孔底有三個動作:進給暫停、主軸準停(定向停止)、刀具沿刀尖的反向偏移Q值,然后快速退出。這樣保證刀具不劃傷孔的表面。P為暫停時間(ms),Q為偏移值,其余各參數的意義同G85。
其動作過程如下:
(1)鏜刀快速定位到鏜孔加工循環起始點B(X,Y);
(2)鏜刀沿Z方向快速運動到參考平面R;
(3)鏜孔加工;
(4)進給暫停、主軸準停、刀具沿刀尖的反向偏移;
(5)鏜刀快速退出到參考平面R或初始平面B;
10)背鏜循環指令G87
G87背鏜加工循環指令指令格式為:
G87 G△△ X__ Y__ Z__ R__ Q__ F__
各參數的意義同G76。
其動作過程如下:
(1)鏜刀快速定位到鏜孔加工循環起始點B(X,Y);
(2)主軸準停、刀具沿刀尖的反方向偏移;
(3)快速運動到孔底位置;
(4)刀尖正方向偏移回加工位置,主軸正轉;
(5)刀具向上進給,到參考平面R;
(6)主軸準停,刀具沿刀尖的反方向偏移Q值;
(7)鏜刀快速退出到初始平面B;
(8)沿刀尖正方向偏移;
11)取消孔加工循環指令G80
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF