薄壁杯形零件是指一端開口, 另一端為底面, 且壁厚與直徑之比小于1 /20 的杯子形零件。這種類型的零件外圓加工有兩個難點: 一是壁薄容易變形, 工件的外圓圓度或同軸度超差; 第二個是加工外圓時, 由于彈性變形, 加工后出現口端大、底端小的喇叭口形, 使外圓直徑兩端的母線平行度超差。
1. 氣門挺桿的工藝要求
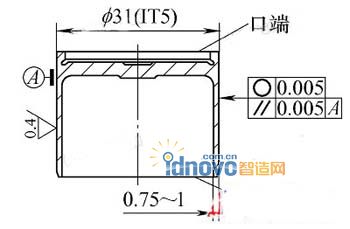
現在轎車上大量使用一類杯形的氣門挺桿, 我公司生產了幾個品種的杯形氣門挺桿, 其材料都用低碳鋼,滲碳淬火處理。杯形挺桿的壁厚都很薄, 只有0. 75 ~1mm, 但是對外圓柱面的尺寸及形狀誤差要求較高, 圓圖1 杯式挺桿示意圖度和外圓直徑兩端母線的平行度要求較高, 都為0. 005mm, 如圖1所示。
經過大量的生產實踐總結,我們逐漸掌握了這類挺桿的加工工藝, 并滿足了外圓的較高精度。外圓加工的工藝路線是: 冷擠壓毛坯→去應力退火→粗車外圓→粗磨外圓→滲碳淬火→回火→半精磨外圓→精磨外圓。
2. 工藝要點分析
( 1) 去應力退火在后續的車外圓、磨外圓工序中去掉了外部金屬, 金屬內部殘余應力失去了平衡, 使毛坯外圓發生一定的變形。為此, 在車外圓之前, 應對毛坯進行退火, 以消除內應力。
( 2) 滲碳淬火薄壁杯形挺桿在淬火時極易變形,為此, 我們采用密封式可控氣氛多用爐, 承擔滲碳淬火工序, 此多用爐全密封, 連續加熱( 預熱、加熱、淬火、回火在一個爐內完成) , 氣體保護進行滲碳淬火,能夠保證工件的變形量很小。經測量我們生產的幾種杯形挺桿外圓變形量≤ 0. 05mm.淬火時工件必須平放,以防變形過大, 后續工序不能消除變形量, 即挺桿的軸線垂直于水平面擺放。
( 3) 精磨外圓以 外徑31mm 的杯形挺桿為例,淬火前保留( 半徑) 厚度約0. 15mm 的加工余量, 精磨外圓工序分兩遍磨削, 第一遍的磨削余量為0. 015 ~0. 02mm,第二遍余量為0. 005 ~0. 007mm.由于壁薄, 磨削外圓時, 工件在磨削區內很容易發生彈性變形, 而且口端比底端變形量大, 出磨削區之后, 工件回彈, 就開口端尺
寸大而底端小, 反映到挺桿外圓直徑兩端母線間的平行度常會超差, 最大時可達0. 015mm。為了達到圓度和平行度要求, 我們采用高精度外圓磨床MGT1050, 并進行了一系列的調整試驗。
3. 調整試驗
無心磨床磨削工件時, 影響幾何精度和外圓磨削精度的因素主要有工件的安置高度( 中心高) 、導輪的幾何形狀及其位置角度等。
( 1) 調整工件的中心高工件的中心高按下式計算:
h = γπ/360 ×(D導+ D件) ( D砂+ D件) /( D導+ D砂+ 2D件)選用砂輪型號為P450 ×150 ×250WA/SA80LV, 導輪型號為P350 ×225 ×203A80PR.將砂輪直徑、導輪直徑及工件直徑( 以31mm 工件為例) 代入上式計算,得出工件中心高h =12. 98mm, 若砂輪及導輪修整到直徑分別為400mm 和300mm 后, 再計算其高度h = 11. 43mm,式中工件與磨削輪、導輪接觸點的切線角γ取7°。
我們把工件的中心高從10mm 到14mm 分別調整后,測量它對圓度和平行度的影響, 結果如表1 所示:

從表1 中看出薄壁挺桿的最佳中心高位置, 比一般的圓柱狀零件的計算高度要高。這是因為薄壁零件對壓力更敏感, 更容易發生彈性變形。隨著中心高的提高,工件和砂輪中心連線與水平線的夾角β變小, 從砂輪和導輪對工件的法向力中分解出的水平方向的擠壓力變小, 工件的彈性變形也變小了, 這樣杯形挺桿口端和底端的彈性變形差異也隨著縮小了( 見圖2 ) , 對改善平行度有利, 同時也改善了圓度。但是, 中心高的調整是有極限的, 過高時工件在磨削區內會不穩定而跳起。
調高工件中心高以后, 由于水平推力減小, 砂輪對工件的磨削力也減小了。因此提高工件中心高的同時,也要對工件的縱向進給速度、導輪工作轉速等其他參數做相應調整, 來增加磨削時間。
( 2) 導輪幾何形狀及位置角度的調整貫穿磨時,為使工件有縱向進給速度, 導輪在垂直面內應有一傾斜角度α, α也影響磨削精度。為使工件與導輪仍滿足線接觸, 提高磨削穩定性, 就需要導輪修整器的金剛石筆滑座, 在水平面內也相應轉過一個角度α′( α′< α) .此外, 由于工件的安置高度比兩輪中心高出h, 而使工件的接觸點處于略低于高度h 的某一位置h′, 因此金剛石筆位置也應偏移h′值。
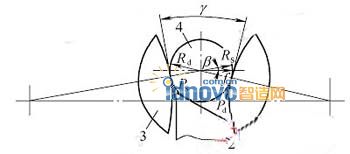
圖2 工件外圓磨削水平擠壓力分析
1. 導輪2. 托板3. 砂輪4. 工件
①調節導輪主軸在垂直平面內的傾斜角α。
②對應調節導輪修整器在水平面內的回轉角。
③計算金剛石筆偏移量h′= h ×D導/ ( D導+ D件)= [ 13. 5 ×350 ÷ ( 350 + 31) ] mm = 12. 4mm調整參數后修整導輪, 再磨削挺桿, 測量平行度結果如表2:

從表2 中結果看出, 導輪在垂直面內的傾斜角α和導輪修整器回轉角α′取較小值時, 最有利于薄壁杯形挺桿的外圓磨削。
當調整到導輪與工件達到接近線接觸時, 工件圓度和平行度最好。這樣的調整應根據不同設備在實踐中具體摸索。
我們在試驗時發現, 導輪的工作轉速提高一些, 杯形挺桿外圓平行度也略有改善。這說明隨著導輪在垂直面內的傾斜角α減小, 相應導輪的工作轉速也應調高一些, 有利于平行度的改善。
4. 結語
文中探討了加工薄壁杯形零件的工藝方法, 并討論和解決了薄壁杯形挺桿的外圓加工中, 容易發生外圓變形和母線平行度超差的問題, 希望能給同行一點幫助。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF