Mastercam 是一套應用廣泛的CAD/CAM/CAE軟件包,它采用圖形交互式自動編程方法實現NC 程序的編制。交互式編程是一種人機對話的編程方法,編程人員根據屏幕提示的內容,反復與計算機對話,選擇菜單目錄或回答計算機的提問,直至將所有問題回答完畢,系統即可自動生成NC程序。NC程序的自動產生是受軟件的后置處理功能控制的,不同的加工模塊(如車削、銑削和線切割等) 和不同的數控系統對應不同的后處理文件。軟件當前使用哪一個后處理文件,是在軟件安裝時設定的,而在具體應用軟件進行編程之前,一般還需對當前的后處理文件進行必要的修改和優化,以使其符合系統要求和使用者的編程習慣。有些用戶在使用軟件時,由于不了解情況,沒有對后處理文件進行修改,導致生成的NC程序中某些固定的地方經常出現一些多余的內容,或者總是漏掉某些詞句。解決這類問題,一般都需要在將程序傳入數控機床之前,對程序進行手工修改,如果沒有全部更正,則可能造成事故。例如,在數控編程中可以去掉程序行號,以控制程序文件大小,便于文件的快速上傳。又如,更改某些不同系統的不同程序代碼,或限定主軸和進給速度的最大與最小極限速度。再如,確定立式和臥式機床型號等。本文介紹了 Mastercam 后處理文件的內容以及修改和設置的方法, 供有關人員參考。
一、啟動 Mastercam 軟件的修改文件
以銑削為例,在安裝的MaterCAM根目錄下,采用記事本打開MPFAN.pst 文件(位置為“ D:mcamxmillPostsMPFAN. pst”)。圖1所示即為該文件。
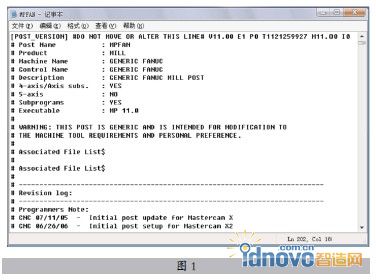
后置處理文件簡稱后處理文件,是一種可以由用戶以回答問題的形式自行修改的文件,其擴展名為“.PST”。在應用Mastercam軟件的自動編程功能之前,必須先對這個文件進行編輯,才能在執行后處理程序時產生符合某種控制器需要和使用者習慣的NC程序,也就是說,后處理程序可以將一種控制器的NC程序,定義成該控制器所使用的格式。以FANUC系列的后處理系統為例,MPFAN后處理文件針對的是4軸加工中心,下面我們來優化FANUC 3M控制器所使用的格式。注意:不同系列的后處理文件,在內容上略有不同,但其格式及主體部分是相似的,一般都包括以下四個部分。
(1)Annotation(注釋):以“#”號開頭一般都為注釋,注釋的作用是對后處理文件及其設定方法作一般性介紹。
(2)Commands(指令):指令的作用是對其后面的變量施加影響。
(3)Variables(變量):給出了“問題”中所使用的各種變量的定義,FANUC系列的后處理文件中共定義了26個變量。
(4)問題與賦值:該部分為后處理文件的主要部分,FANUC系列的后處理文件中共包括近200個問題,對這些問題的回答將決定將來輸出的NC 程序的格式。
二、后置處理配置文件的具體修改
以MPFAN.pst 文件為例,來修改適合于FANUC或華中數控系統的3軸加工中心和數控銑床的后置處理。
(1)刪除程序行號。在記事本編輯下拉菜單選擇查找,并輸入“omitseq$”查找結果所在的位置:“omitseq$: no$ #CD_VAR Omit sequence numbers? ”將其中的“no”修改為“yes”,修改為“yes”的數控程序中,將不再出現程序行號,通常省略節行號可節省文件空間,可提高DNC上傳速度。該設置方法適合于FANUC或華中數控系統的3軸加工中心和數控銑床的后置處理。
(2)為了適應3軸數控系統,刪除第4軸A0程序指令。
①方法 1:在記事本編輯下拉菜單選擇查找,并輸入“rot_on_x”,查找結果所在的位置:
rot_on_x : 1 #Default Rotary Axis Orientation, See ques. 164.
#0 = Off, 1 = About X, 2 = About Y, 3 =About Z
可將“1”修改為“0” ,即為:
rot_on_x : 0 #Default Rotary Axis Orientation, See ques. 164.
#0 = Off, 1 = About X, 2 = About Y, 3 =About Z
修改為“0”的數控程序代碼中,由于沒有第4軸(X軸) 的旋轉軸,即A0的程序代碼,因此更適應3軸機床識別。
②方法2:在記事本編輯下拉菜單中選擇“查找”,并輸入“164. Enable”,將查找到的結果“164. Enable Rotary Axis button? Y”修改為“164. Enable Rotary Axis button? N”,修改后在數控程序中第4軸數據將不再出現。
(3)適合華中數控系統的增加“%”后的程序名。
①方法 1:在記事本" 編輯" 下拉菜單中選擇“查找”,并輸入" %",查找結果所在的位置:" %" , e$
*progno$, e$
" (PROGRAM NAME - " , sprogname$, ")" , e$
可修改為:
" %" , sprogname$, e$
*progno$, e$
" (PROGRAM NAME - " , sprogname$, ")" , e$
注意:方法 1 修改后,必須在保存 NC 文件時采用數字來定義文件名,如圖 2 所示。
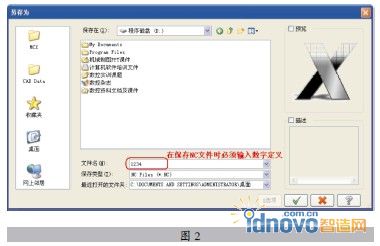
這樣,修改后程序中的" %" 就會有和保存的 NC 文件名相同的數字相接,并符合華中數控系統的程序名定義。
②方法 2:在記事本“編輯”下拉菜單中選擇“查找”,并輸入" %",查找結果所在的位置:
" %" , e$
*progno$, e$
" (PROGRAM NAME - " , sprogname$, ")" , e$
可修改為:
" %" , 1234 e$
*progno$, e$
" (PROGRAM NAME - " , sprogname$, ")" , e$
這樣,修改后的程序中" %" 就只會與“1234”的數字相接。
(4)NC 程序中的程序名、程序生成日期、時間和公制單位的刪除。在記事本的“編輯”下拉菜單中選擇“查找”,輸 入 "%" 查找結果所在的位置:
" %" , e$
*progno$, e$
" (PROGRAM NAME - " , sprogname$, ")" , e$
" (DATE=DD-MM-YY - " , date$, " TIME=HH:MM -" , time$, ")" , e$
pbld, n$, *smetric, e$
在語句前加“#”即代表注釋語句,修改為:
" %" , e$
# *progno$, e$
# " (PROGRAM NAME - " , sprogname$, ")" , e$
# " ( DATE =DD -MM -YY - " , date $ , " TIME =HH: MM-" , time$, ")" , e$
# pbld, n$, *smetric, e$
去掉程序名、程序生成日期、時間和公制單位可以縮小程序文件大小,提高DNC上傳效率。但筆者不建議刪除刀具名、刀具直徑和刀具長度等注釋,因為此注釋行指明當前刀路所使用的刀具參數規格,可用于加工前核對加工的刀具清單,建議保留。華中數控和FANUC控制器能接受注釋內容。該設置方法適合于FANUC或華中數控系統的3軸加工中心和數控銑床的后置處理
(5)調整下刀點坐標擺放位置。輸入“G43”查找“#start of file for non-zero tool number”,結果位置:
pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfxout, pfyout,
pfcout, *speed, *spindle, pgear, strcantext, e$
pbld, n$, " G43" , *tlngno$, pfzout, scoolant, next_tool$, e$
將其修改為:
pcan1, pbld, n$, *sgcode, *sgabsinc, pwcs, pfcout, e$
pbld, n$, *sgcode, pfxout, pfyout, e$
pbld, n$,*spindle, pgear, strcantext, e$
pbld, n$, " G43" , *tlngno$, scoolant, next_tool$, e$
比如輸出的 NC 文件,修改前對應位置指令為:
G0G90G54X20.Y-12.6S1440M3
G43H0Z80.M8
修改后則輸出的 NC 代碼變為:
G0Z80. (可先提刀到安全高度平面)
G0G90G54X20.Y-12.6 (再作、定位,避免撞刀)
S1440M3 (定位好可啟動主軸運動)
G43H0M8 (再加進刀具長度補償并打開冷卻液)
修改成上面的程式可使新的NC指令順序稍微改變,使下刀點(即安全高度)的X、Y和Z坐標值同其他指令分開,更為安全,且易于在斷刀時修改。G43指令在PST文件中有2個位置,如使用下刀點下刀,查找“ #Start of file for non-zero tool number”下修改的第一個出現“G43”的位置即可。
(6)刪除 NC 程序中的回參考點指令。在記事本中輸入“*sg28ref”,查找“#End of tool path, toolchange”如下的結果所在位置:
pbld, n$, sgabsinc, sgcode, *sg28ref, " Z0." , scoolant, e$
pbld, n$, *sg28ref, " X0." , " Y0." , protretinc, e$
可修改為:
pbld, n$, scoolant, e$
# pbld, n$, *sg28ref, " X0." , " Y0." , protretinc, e$
也可修改為:
pbld, n$, sgabsinc, sgcode, * sg00, " Z100." , scoolant, e$
# pbld, n$, *sg28ref, " X0." , " Y0." , protretinc, e$
上面2種修改NC程序的方法,前面一種是完全刪除了Z軸回參考點和X、Y軸回參考點的2段程序;后一種是通過增量的方式把Z軸快速提高100mm的高度,再把X、Y軸回參考點的程序刪除。對回參考點做適當修改,可在加工結束后使得機床各軸不回參考點,便于手動換刀時節省時間,也給再次裝夾零件贏得時間。上面2種設置方法都適合于FANUC或華中數控系統的3軸加工中心和數控銑床的后置處理。
(7)調用以及設置后置處理程序。后置處理文件的編輯和設定完后,注意另存為一個以“pst”為后綴的文件,以便調用。
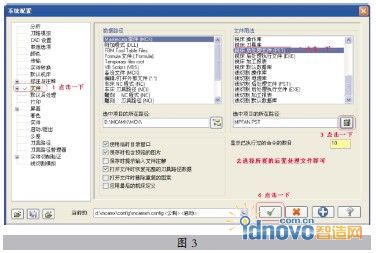
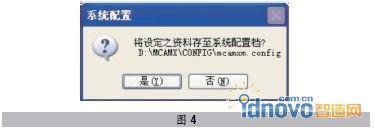
設置后置處理程序在 MasterCAM X3 軟件界面下,點擊菜單欄的“設置”選項,在下拉菜單中點擊,或按快捷鍵:Alt+F8,出現如圖3所示對話框。設置好后點擊勾選,即可出現圖4所示對話框,點擊“是(Y)”即可保存系統配置文件,系統就可以按照你選擇的后置處理文件進行處理NC程序代碼。
三、結論
后置處理文件的編輯和設定,對所有的CAD/CAM軟件來說都是需要的。但是一般的使用者經常忽略這一點,而是在每次生成NC程序后去對程序進行修改,不僅浪費時間,而且容易出錯導致事故。本文對Mastercam 軟件的后處理文件進行了分析說明和修改,介紹了其編輯和設定優化的方法,希望對有關人員有所啟發。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF