本文介紹了焊合壓鑄模與鋁鑄件間的相關內容。
焊合是指壓鑄生產中,鑄件與模具發生相互作用,起模時,鑄件的一部分保留在模具表面,從而造成鑄件缺肉的一種鑄造缺陷。它是壓鑄生產中一個十分有害和棘手的問題,壓鑄模和鋁鑄件焊合的形成和擴展不僅降低鑄件的表面質量和尺寸精度,而且可以引起鑄件的報廢,甚至導致模具的早期失效,同時,他還增加了模具的修復工時和工人的勞動強度,大大降低了勞動生產率。最近,人們對焊合現象開始重視起來,并在實驗室采用一些試驗方法對這一現象進行研究,使人們對焊合現象有了一定的認識。
1、焊合的理論研究現狀
目前,關于焊合現象的形成機理還沒有深入的研究,人們只是根據這種現象在壓鑄生產中產生的特定條件,提出了一些簡單的假設和推測,總結出了一些影響焊合形成及擴展的因素,并針對這些因素,采取了一些措施來防止焊合的形成。
美國的E. K. Holz在第七屆國際壓鑄年會上首次全面論述了焊合的形成原因、影響因素和防止措施[1]。根據焊合發生的部位,他將焊合分成兩種類型:沖擊焊合(Impingement Soldering)和沉積焊合(Deposition Soldering)。沖擊焊合是由于充型時,金屬液流撞擊模具表面而形成,常發生于內澆口附近。而沉積焊合常發生于模具表面上金屬液流流速較慢,沒有沖刷的地方。L. Frommer[2]則認為焊合現象的產生是由于復雜的物理化學作用和機械作用所致。A. G. Guy在分析鑄造過程中,模具與液體金屬相接觸而致破壞的原因時,認為模具破壞的機理不是電化學作用,而是包含了以下三個過程:模具材料的溶解,金屬化合物層的形成以及液態金屬元素往模具中的擴散[3]。D. A. Buckley在研究金屬與鐵表面的粘接時發現,在研究的所有金屬中,化學活性較高的鋁元素對鐵具有較強的粘接力[4]。英國的J. M. Birch認為金屬液循環沖擊模具,模具鋼和鑄造合金產生化學反應,在模具表面形成化學反應層,就產生了鑄件粘模現象,粘模最嚴重的是型芯[5]。
波蘭的Wladyslaw Kajoch教授研究了汽車的齒輪箱殼體與模具的焊合情況[6],他發現,在模具基體和焊合的鋁合金之間形成了一系列金屬間化合物Fe3Al,FeAl,Fe2Al5和FeAl3,金屬間化合物層的總厚度為25μm。德國的Klein和Wust研究了GDAlSi9Cu3合金的焊合傾向性[7],他們認為鋁在模具特定部位粘接的主要原因是由于鐵元素從模具擴散至鑄件的界面區,并與鋁合金反應,形成了AlFeSi化合物,強的粘接作用是由于金屬間化合物與同類項的相互作用所致。
美國的Sumanth Shankar在第19屆北美國際壓鑄會上提出了模具與鑄件間焊合的形成過程,如圖1所示[8]。高速的鋁熔體射向模具表面,將模具表面的氧化膜、涂料等保護膜沖刷掉(圖1a),使得鋁熔體與模具鋼基體直接相接觸(圖1b),接著,模具上的鐵原子溶解入鋁熔體,并形成了金屬間化合物層(圖1c),通過原子間的相互作用,在金屬間化合物層上面形成了焊合層(圖1d)。
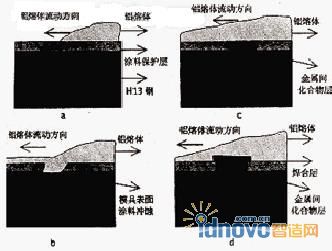
圖1 模具焊合現象示意圖
美國的Yeou-Li Chu認為,壓鑄過程中焊合現象的產生包括幾個不同的階段——沖蝕階段、擴散和腐蝕階段、焊合層的生長階段,如圖2所示[9]。
圖2 焊合形成的階段
由上可見,目前,人們對于焊合現象的形成機理的認識還很不一致,對于焊合現象的理論研究才剛剛起步,僅處于定性的分析階段。對于壓鑄過程中的工藝參數對焊合形成的定量化研究還未進行,而定量化的研究工作可以指導人們采取更為有效的措施,減少焊合在壓鑄生產中的發生,因而,開展這方面的工作有著重大的理論和實際意義。
2、焊合的試驗研究現狀
研究壓鑄過程中鋁合金與模具間相互作用的常用試驗研究方法有:摩擦焊,加速試驗及熱浸鋁試驗。
2.1摩擦焊
為了檢測不同鋁合金的焊合傾向性,Waldyslaw Kajoch教授采用了摩擦焊的方式[6]。他認為,摩擦焊與模具焊合具有許多相似之處,如兩種條件下,鋁合金與鋼直接相接觸;兩種工藝均是在高壓下進行;鋁和鐵元素均發生互擴散;均是在接近鋁合金熔點的溫度下形成界面結合。
摩擦焊的檢測裝置如圖3所示,它由一個鋼球和一個圓環座組成,圓環座的材料為要檢測的鋁合金,測出鋼球和圓環座形成穩定的界面層時所需的最小載荷,則這個最小載荷值反映了鋁合金與模具焊合傾向性的強弱,最小載荷值越小,則越易于形成焊合。對幾種鋁合金檢測的結果表明,幾種鋁合金與模具形成焊合的傾向性由弱到強的順序是:共晶Al-Si合金,Al-Si-Cu合金,亞共晶Al-Si合金,Al-Mg合金,純Al。
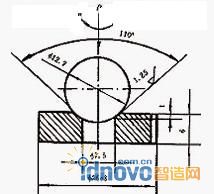
圖3 鋼球與鋁合金環組成的摩擦副
對鋁合金與鋼球的界面結合層做了探針成分分析,結果表明,鋼球與焊合的鋁合金間存在著金屬間化合物層,該層主要由Fe3Al,FeAl和Fe2Al5組成,因而,摩擦焊所得到的界面結合層的化學成分與實際壓鑄條件下焊合層的成分一致,只是,此種條件下的界面結合層的厚度較薄,作者認為這足以說明用摩擦焊的方法,來檢測鋁合金焊合傾向性的強弱是可行的。
但是,模具焊合區的金屬間化合物層主要是由于固體模具與液體鋁合金之間的反應擴散而形成的,而摩擦焊中所檢測到的金屬間化合物主要是由兩種固態材料在壓力作用下相互擴散而形成的,兩者所獲得的金屬間化合物層的工藝條件相差較大,因而,用摩擦焊的方法來進一步分析工藝因素如溫度、壓射壓力、時間等等對焊合的影響是不可行的。
2.2熱浸鋁
為了研究沖蝕及焊合現象導致模具失效的機理,并評價兩種涂料Cr23C6和TiN抗沖蝕及焊合的能力,M. Yu等人進行了加速腐蝕試驗,即熱浸鋁試驗[10],試驗裝置如圖4所示。試驗結果表明,當H13鋼試樣浸入靜止的A390熔體中時,在模具鋼表面形成了一系列金屬間化合物層,隨著浸鋁時間的延長,金屬間化合物層的化學成分發生變化,化合物層的總厚度增加。通過成分分析發現,浸鋁6 h后,生成的金屬間化合物有τ6(Al4FeSi),τ5(Al15Fe6Si5)和τ2(Al15Fe6Si5)。而轉動的試樣浸鋁以后,僅形成了兩層金屬間化合物τ6和τ5,且化合物層較薄,這是因為快速流動的熔體阻止了Al4FeSi的增厚,同時也抑制了含鐵量較高的Al15Fe6Si5化合物層的形成。他們認為在實際壓鑄條件下,焊合之所以易于在模具熱節處或正對內澆口處發生,是因為此處易于形成金屬間化合物層,而且形成的金屬間化合物層τ6與H13模具具有較強的結合強度。在實際生產條件下,形成的金屬間化合物層的厚度較薄,是由于充型時,高速熔體對模具表面造成沖刷,從而使金屬間化合物層從模具表面上剝離所致。耐磨材料Cr23C6能有效地阻止鋁合金熔體的化學沖擊,減少模具材料的損失及焊合現象的發生。
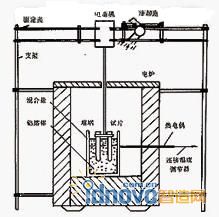
圖4 加速腐蝕試驗裝置示意圖
瑞典的Martin Sundquist教授對三種不同表面狀態的試樣進行了熱浸鋁試驗[11],將這三種試樣在690~760 ℃的A380合金中浸蝕60~8 000 s,然后進行分析測試,結果表明,在有氧化層保護的情況下,只在局部形成了金屬間化合物;如果試樣表面覆蓋有不連續的氧化層,則在沒有氧化層的地方形成了柱狀的金屬間化合物;如果試樣表面沒有氧化層,則在整個試樣表面上均有金屬間化合物形成,且形成了連續的相層。
美國的Sumanth Shankar為了研究焊合區的組織,將模具鋼分別在Al-Si合金和純鋁中進行了熱浸鋁試驗,他發現模具鋼在鋁硅合金中熱浸時,分別形成了η-Fe2Al5,τ5-Fe2SiAl7,τ6-Al4FeSi和τ2-Al15Fe6Si5金屬間化合物層,焊合的鋁合金層要比金屬間化合物層厚得多[8]。而當模具鋼在純鋁中熱浸時,僅形成了Fe-Al金屬間化合物層,并且焊合的鋁合金層要比金屬間化合物層薄得多。
由上述論述可見,鋼材熱浸鋁與壓鑄過程中的模具熱浸鋁存在著類似之處,首先兩者均是在高溫下,鋁合金熔體與鋼材直接相接觸而形成的。其次,鋼材熱浸鋁所形成的過渡層組織與模具焊合區組織類似,主要由金屬間化合物組成。同時,也可以看出,兩者形成的條件也存在著明顯的差異,在模具焊合的形成過程中,除了鋁熔體與模具間高溫的作用外,還有高壓的作用。在每一壓鑄循環過程中,模具鋼與鋁熔體相接觸僅有不到1 s的時間,而熱浸鋁試驗則是模具鋼與鋁熔體在高溫下長時間相接觸。因而,熱浸鋁試驗僅能用來分析模具鋼與鋁熔體間的冶金反應,根據反應所形成的組織,比較不同鋁合金與模具鋼相互作用的大小,可見,通過熱浸鋁試驗對模具焊合現象進行研究還存在著很大的局限性。
2.3加速試驗
為了研究模具表面噴刷不同的涂料及表面處理抗磨損的作用效果,以及認識因鋁熔體對模具表面的化學沖擊而引起的沖蝕和焊合等有害現象。R. Shivpuri教授等人進行了加速沖蝕試驗[12],他們采用金字塔型的試樣,含Si量較高的A390合金,較高的充型速度(50 m/s)及較高的熔煉溫度(730 ℃)。根據試驗結果,他們發現,在加速沖蝕試驗中,焊合現象易于發生。經過1 000次壓鑄后,在A390合金和H13試樣之間形成了一層金屬間化合物層。能譜分析發現,金屬間化合物各組分的質量分數分別為:wAl=55.73%,wSi=15.64%,wFe=24.35%,與化合物τ6(Al4SiFe)的化學成分相近。進一步能譜分析表明,與τ6相毗鄰的合金中含鐵量較高,作者認為焊合的產生是由于合金與模具間Fe,Al及Si的相互擴散所致。
為了檢測不同表面狀態的模具表面與壓鑄合金的焊合情況,Wladyslaw Kajoch教授在Buhler H160B-D2冷室壓鑄機上進行了加速焊合試驗[6],所用試樣為正對內澆口的型芯。試樣的狀態分別為未進行任何處理的試樣、油中氧化的試樣、防粘劑中氧化的試樣。加速焊合試驗以后,試驗結果表明,未進行任何處理的試樣,在加速焊合試驗中,壓鑄5~7次時即產生焊合,油中氧化的試樣,經13~15次壓鑄時產生焊合,而在防粘劑中氧化的試樣,經過36~40次的壓鑄后仍未有焊合的跡象。
可見,加速試驗由于采用了較高的熔體溫度或沖型速度,或采用了專門設計的模具,焊合產生的試驗條件與壓鑄生產中模具焊合現象發生的條件依然存在著較大的差別。因而,目前,人們還沒有找到更為可靠、有效的試驗方法來對壓鑄生產中產生的模具焊合現象進行研究,還需在定量化的理論研究結果的指導下,在試驗研究方面做出更大的努力。
通過上述試驗研究,人們對于焊合現象有了以下認識,在模具與鑄件的焊合區存在著金屬間化合物層,并且多數研究者都認為,金屬間化合物層的形成是導致焊合發生的直接原因;不同的鋁合金呈現出不同的焊合傾向性;隨著模具服役次數的增加,其與鑄件間的焊合傾向性越來越大;壓鑄操作的溫度增加,焊合易于發生;模具正對內澆口處,焊合易于發生;涂層和表面處理能有效地防止焊合的發生等等。由上述試驗結果可知,人們對焊合現象的認識仍處在感性認識階段,還需要開展更系統的試驗研究和更深入的理論研究,進一步認識焊合的形成機理及影響因素,以指導人們采取更為可靠、有效地措施,最大限度地減少焊合的發生,減輕焊合在鋁合金壓鑄中的危害。
3、結束語
(1) 對焊合現象的理論研究僅處于對焊合形成機理的定性分析階段,需要開展深入的定量化研究工作。
(2) 壓鑄過程中,所形成的金屬間化合物層是導致焊合發生的直接原因;不同的鋁合金呈現出不同的焊合傾向性;隨著模具壓鑄次數的增加,壓鑄操作溫度的增加,焊合易于發生;模具正對內澆口處,焊合易于發生;涂層和表面處理能有效地防止焊合的發生。
(3) 對焊合現象的試驗研究很不夠,需要在尋找更為有效的試驗方法的基礎上,在定量化的理論研究結果的指導下,開展進一步的試驗研究。
參考文獻
[1] Holz E K. Trouble-Shooting Aluminium Die Casting Quality Problems. 7th SDCE Int. Die Casting Congress, Chicago,1972:Paper No.4372
[2] Frommer L,Leiby G. Druckgiess-Tchnik. Berlin, Heldeberg, New York,1965:323
[3] Guy A G. Introduction to Materials Science. New York,1972:517~520
[4] Buckley D A. Adhesion of Metals to a Clearn Iron Surface Studied with LEED and Auger Emission Spectroscope. Wear.1972,20:89~92
[5] Birch J M, Booth S E, Hill T B. Prevention of Soldering with Surface Coating of Dies. 16th SDCE Int. Die Casting Congress, Detriot,1991:Paper Detriot-T91-023
[6] Kajoch W,Fajkiel A. Testing The Soldering Tendencles of Aluminium Die Casting Alloys. 16th SDCE Int. Die Casting Congress, Detriot,1991:Paper Detriot-T91-034
[7] Wang L, Makhlouf M and Apelian D. Aluminium Die Casting Alloys: Alloy Composition, Microstructure, and Properties-Performance Relationsships. Int Mat. Rev.,1995,40(6):221~237
[8] Shanker S, Apelian D. Die Soldering-A Metallurgical Analysis of The Molten Aluminium/Die Interface Reactions. NADCA Transactions,1997,ParperT97-085
[9] Venkatesan K, Shivpuri R. An Investigation of The Effects of Process Parameters on the Washout In Die Casting Dies. NADCA Trans-actions.1995,Paper T95-106
[10] Yu M, Shivpuri R, Rapp R A. Effect of Molten Aluminium on H13 Dies and Coatings. J. of Mater. Eng. and Perf.,1995,4(2):175~181
[11] Sundquist M, Hongmark S. Effects of Liquid Alminium on Hot Work Tool Steel. Tribology International,1993,26(2):129~134
[12] Shivpuri R, Yu M, Venkatesan K, et al. A Study of Erosion in Die Cating Dies by A Multiple Pin Accelerated Erosion Test. J. of Mater. Eng. and Perf.,1995,4(2):145~153
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF