1、引言
磨削加工廣泛應用在機械加工中,但淬火后的工件,特別是高碳鋼、工具鋼及滲碳淬火件,往往在與磨削方向垂直或接近垂直的方向出現磨削裂紋,有的呈龜裂狀(網狀裂紋),嚴重影響其加工質量。用酸腐蝕,裂紋明顯易見。本文通過對塞規、塊規等量具進行試驗并展開分析,找到了磨削裂紋產生的原因,并提出了防止方法,為高碳鋼、工具鋼及滲碳后的淬火件磨削提供了技術支撐。
2、對螺紋塞規裂紋的分析
2.1 裂紋情況及其受熱處理、磨削規范的影響
選用材料CrMn或T10A等工具鋼,加工工藝為鍛造→退火→冷加工→淬火→磨削。加工完成后,在塞規上發現裂紋,有時廢品率很高,且直徑越大越易產生裂紋。磨削裂紋平行地出現在塞規的工作面上并與磨削方向垂直,裂紋很深,在個別塞規上,裂紋甚至深達5mm。剖視金相,發現裂紋表面干凈清潔,且并未氧化。
(1)金屬原材料對裂紋產生的影響
塞規在正常溫度下淬火。研究裂紋處金相組織,證明在金屬原材料中并無缺陷,即無碳化物偏析或其他分布不均勻的化合物。在具有正常金相組織的塞規中也產生裂紋,如在隱蔽的馬氏體組織及均勻碳化物組織的塞規中產生了裂紋。
在個別情況下,塞規具有粗針狀馬氏體組織,證明塞規在淬火時發生了過熱現象。
產生裂紋的塞規大部分是由毛坯經鍛造再退火制成,由于工藝參數及終鍛時間的差異,珠光體顆粒大小也不同,有些地方還可以看到碳化物網絡。
有時在存在裂紋的塞規斷面中心看到奧氏體和托氏體組織,說明冷卻并不十分激烈,同時在馬氏體轉變時產生的應力還不足以加深裂紋。
退火后絕大部分毛坯具有粒狀珠光體基體,也有具有索氏體類型的珠光體及較分散的碳化物網絡(有的比鍛后更深)。
對原材料進行車削制作塞規,分析可知原材料中沒有較多的金相夾雜物,其金相組織為粗粒珠光體及微量的擴散珠光體。
(2)熱處理及磨削規范的影響
塞規在加工時采用各種不同的熱處理規程與磨削規范(見表1、表2)。
表1 塞規熱處理規程
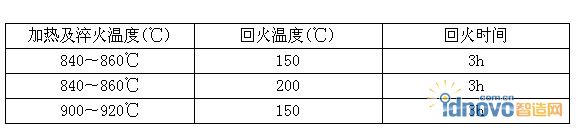
表2 磨削規范

由表1可知過熱后淬火的塞規具有粗針狀馬氏體,在采用1類規范的進刀量磨削時未發現大量裂紋。
在正常淬硬的具有無方向性細馬氏體組織塞規上,經840℃一860℃淬火,150℃回火,回火時間為3h,硬度為63—64HRC,按1類規范進行磨削,發現66%產生裂紋,按3類規范磨削幾乎全部產生裂紋,按2類規范磨削時由于散熱效果較好,雖然去除鐵屑的速率較大但不易產生裂紋。
在經過840℃一860℃淬火,200℃回火,回火時間為3h的塞規上,即使采用較大的磨削規范(0.85mm進刀、2m周速)進行磨削,也很少發現有裂紋。
在一批采用正常熱處理規范的塞規上,采用2類規范加大速度進行磨削,只在其中一個塞規上出現裂紋,硬度高達63~64HRC。以上情況說明磨削裂紋產生的原因并非鍛造和所使用的磨削規范,而在于其它原因。
(3)回火的影響
為了檢查回火質量,把幾個塞規對半剖開,一半連續多次經150℃回火,此后,二半疊起進行磨削螺紋,磨后再用4%HNO3酒精溶液腐蝕。兩半試樣結果相同,說明回火可以消除淬火內應力。因為經二次回火后塞規顏色若變深,則說明塞規中有馬氏體存在(回火后的馬氏體更易腐蝕)。試驗發現:有裂紋的塞規再經二次高溫(200~220℃)回火,裂紋均有所改善,但硬度會降低2~3HRC,證明提高回火溫度可以消除淬火過程中產生的內應力,大大降低塞規廢品率。
淬火件的馬氏體組織是一種膨脹狀態,有應力存在,容易產生磨削裂紋。為減少和消除這種應力,在淬火后應馬上進行回火處理。一般情況下使工件在150~200℃左右回火來消除磨削裂紋;如經過一次回火后仍產生磨削裂紋,可采用二次回火或人工時效;如允許稍降低工件硬度,可將工件在300℃左右回火,回火時間4h以上來防止龜裂;如工件硬度要求不高,而零件表面要求較高時,可進行調質處理(將回火溫度提高到400℃以上回火)來消除磨削裂紋。
2.2 磨削后裂紋產生處的金相組織分析
檢查螺紋塞規表面金相組織:兩個在磨前表面硬度均為55~57HRC的塞規,磨后螺紋硬度分別為45HRC和51HRC。針對不同硬度選用不同的砂輪進行磨削,前者采用膠木粉黏結的砂輪,后者采用粒度為230的石英砂黏結的砂輪。當磨削深度為0.85mm時工件硬度均降低且未發現裂紋。與此同時,發現在同一塞規上硬度不均勻,有的地方硬度為40—48HRC,有的地方硬度為49—57HRC,說明磨削時砂輪、工件、刀具等各處溫度不同。若提高磨削速度可減少裂紋的產生,這是因為高速磨削可縮短砂輪與工件表面的連續接觸時間,減少工件被磨部位瞬時產生的磨削熱,降低表面溫升。在分析產生裂紋的原因時,不能只專注于熱處理及磨削工藝上,還應該注意到磨螺紋時產生熱與熱傳導的過程。在磨削過程中,如果磨削規范提高則散熱措施及冷卻液的需要更為迫切,必須防止產生過大的磨削熱。工件被磨削部位若沒有良好的冷卻會產生瞬時高溫,特別是在磨削平面或內孔時更容易出現這種現象。溫升過速,馬氏體分解過快,體積驟然收縮,形成大的張應力而產生磨削裂紋。冷卻液的冷卻能力與其導熱性及熱容量有關,水是熱容量和傳熱性最好的液體。為了降低零件溫度及防當塞規冷卻到馬氏體形成溫度時,自油中取出放置在空氣中冷卻,經驗證明這樣可以減少殘余奧氏體量(如果是某碳鋼或低合金鋼,自油中取出最好放入水中)。
把塞規在熱油中保持一定時間后再放入冷水中,不會降低殘余奧氏體量。磨削時在表面層產生的組織變化,不是由于生成新的奧氏體(這些奧氏體后來轉變為馬氏體),而是由于熱處理時產生的殘余奧氏體的轉變。當殘余奧氏體在受熱后轉變為馬氏體時塞規體積顯著增大,會引起很大應力,在磨削時會造成磨削裂紋。為了防止產生此磨削裂紋,必須全部消除殘余奧氏體,即是把回火溫度提高到220—230℃(如果允許降低硬度到57HRC);不允許降低硬度的情況下可采用冰冷處理(-70℃以下)。
3、對塊規裂紋的分析
3.1裂紋情況及其受熱處理、磨削規范的影響
塊規材料選用CrMn或T10A等工具鋼,經鍛造→退火→冷加工→淬火→磨削后,工件表面上出現非氧化性裂紋。2.5—10mm塊規經常因出現裂紋而產生大量廢品,廢品率達60%—70%,有時甚至整批報廢。少數塊規回火不夠時發現碳化物分布不均勻,一些組織良好的塊規也有開裂現象。在1.7—10mm的塊規上采用了如下的熱處理工藝:預熱到550—600℃保溫3min;加熱到840—860℃保溫25—30min后淬火;在40—60℃油中放置5—40min;在空氣中冷卻至室溫;冷卻到~50℃或~7O℃,保持30—35min。在此溫度下繼續保持3h,淬火后冷處理前停放的時間為1—3h;自冷處理設備中取出放置于空氣中;在130—140℃,回火10h。
試驗證明,在較高的恒溫回火時硬度僅為62HRC,為了保持高硬度采用了長時間的低溫回火(即130—140℃,回火10h)。塊規的預熱在300×300小電爐中進行,每爐放人250—300塊。
3.2磨削后裂紋產生處的金相組織分析
裂開塊規的金相組織呈現無方向的馬氏體及均勻分布的碳化物,沒有過熱痕跡,在裂紋處硬度較低,并無退火象征,在磨削時殘余奧氏體轉變為馬氏
體而產生裂紋,經過冰冷處理的塊規中很少有殘余奧氏體而產生裂紋。
采用相同加工工藝,不同加工余量,厚10mm以下的塊規,兩面放磨量為0.25—0.35mm,而厚20mm以上塊規兩面放磨量為0.7—1.0mm。結果發現:只有厚度為2—10mm中等尺寸的塊規上出現磨削裂紋,在相同材料尺寸大于10mm的塊規以及鋼皮制成的小于2mm的塊規上并未發現磨削裂紋。原因是塊規本身形狀很簡單,由于本身形狀而引起相當大應力的理由不能成立。經多次改變磨削規范和更換砂輪,也沒有改善裂紋,即用改變磨削工藝的方法改善裂紋也是不可能的。
采用5%HN03水溶液腐蝕30—40s后,浸入蘇打水再用水沖洗,最后在12%HCL水溶液腐蝕30s后再用水沖洗,在塊規上出現明顯的過熱的蹤影;熱處理后磨削前的塊規用50%鹽酸水溶液中煮,發現其測量面的側面上有裂紋。鋼制零件淬火時,其各個部位奧氏體分解不是在同一時間進行,使每堆奧氏體間產生組織轉變的應力。如果塊規表面存在脫碳層,那么在邊緣的奧氏體轉變溫度較中心更高,即奧氏體轉變首先從塊規邊緣開始,奧氏體轉變速度不同會導致塊規表面層產生組織應力而出現裂紋。由于塊規表面幾何形狀單純,淬火時奧氏體轉變成馬氏體應力還不足以產生裂紋,但若是提高磨削用量會產生磨削應力從而引起裂紋。塊規中如果存在脫碳層,淬火過程中就會開裂,不會等到磨削時才產生。也可以在淬火后用檢查其表面硬度的方法來證實有無脫碳層。結果發現:有些塊規僅僅磨去0.05mm就達到正常硬度HRC62,而有些塊規要磨去0.16mm才能達到正常硬度62HRC。表面脫碳層達到0.20mm是磨不掉的,因為放磨不多且是在兩面磨削,其最小加工余量一般為0.03—0.08mm。最后證實在測量表面有時出現灰斑點的脫碳層(硬度低于62HRC)。
3.3 減少裂紋的工藝
為了消除磨削裂紋,改變加熱介質來防止脫碳,即將電氣爐淬火改用鹽溶爐,其熱處理過程保持不變,發現塊規表面裂紋可全部消除。
4、零件材質
基于以上分析,馬氏體的膨脹收縮率隨著鋼中含碳量的增加而增大,故碳素工具鋼(以上)和滲碳淬火鋼產生磨削裂紋尤為嚴重。當零件硬度和表面外觀質量均要求較高時,便不能選用碳素工具鋼和滲碳淬火鋼。對于零件表面外觀質量要求較高,或零件是急件而不能經過1—2個月自然時效的,使用砂輪受到限制;磨床數量少而粗精磨在同一臺機床上加工,不能采用干磨法(污染嚴重)時,就只能在零件材質上考慮,可選用含碳量低的1Crl3、40Cr等鋼種。
5、磨削裂紋防止方法
(1)加工工序為:退火→冷加工→淬火→粗磨→定性→冷凍→精磨→研磨;
(2)提高回火溫度,重新回火,精加工時嚴格控制殘余奧氏體數量,防止網狀碳化物產生;
(3)改善冷卻條件,降低砂輪硬度,降低磨削進給量,降低磨削線速度及提高工件轉速等;
(4)降低硬度的最高限值或更換零件材料。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF