數(shù)控加工技術(shù)已廣泛應(yīng)用于模具制造業(yè),如數(shù)控銑削、鏜削、車削、線切割、電火花加工等,其中數(shù)控銑削是復(fù)雜模具零件的主要加工方法。數(shù)控設(shè)備為精密復(fù)雜零件的加工提供了基本條件,但要達(dá)到預(yù)期的加工效果,編制高質(zhì)量的數(shù)控程序是必不可少的,這是因?yàn)閿?shù)控加工程序不僅包括零件的工藝過程,而且還包括刀具的形狀和尺寸、切削用量、走刀路徑等工藝信息。對(duì)于簡單的模具零件,通常采用手工編程的方法,但大多數(shù)模具的型芯和型腔,往往都具有比較復(fù)雜的曲面,要加工這樣的曲面,手工編程是難以完成的,往往需要借助于CAM軟件編制加工程序,如Pro/Engineer、UG、Cim atron、M asterCAM等。M asterCAM軟件是美國CNC Software公司開發(fā)的基于PC平臺(tái)的CAD/CAM系統(tǒng),由于它對(duì)硬件要求不高,并且操作簡單方便、易學(xué)易用并具有良好的性能價(jià)格比,因而深受廣大企業(yè)用戶和工程技術(shù)人員的歡迎,廣泛應(yīng)用于機(jī)械加工、模具制造等領(lǐng)域,它具有二維幾何圖形設(shè)計(jì)、三維曲面設(shè)計(jì)、刀具路徑模擬、加工實(shí)體模擬等功能。從而實(shí)現(xiàn)了從產(chǎn)品的幾何設(shè)計(jì)到加工制造的CAD/CAM一體化,是目前世界上應(yīng)用最廣泛的CAD/CAM軟件之一。下面結(jié)合一個(gè)典型的沖模零件介紹利用CAM軟件進(jìn)行數(shù)控編程過程與應(yīng)用的特點(diǎn)。
1 零件加工工藝分析
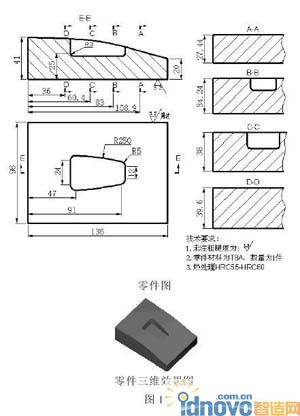
圖1為所要加工的凹模零件圖和三維圖形。在運(yùn)用M as-terCAM軟件對(duì)零件進(jìn)行數(shù)控加工自動(dòng)編程前,首先要對(duì)零件進(jìn)行加工工藝分析,確定合理的加工順序,在保證零件的表面粗糙度和加工精度的同時(shí),要盡量減少換刀次數(shù),提高加工效率,并充分考慮零件的形狀、尺寸和加工精度,以及零件剛度和變形等因素,做到先粗加工后精加工;先加工主要表面后加工次要表面,先加工基準(zhǔn)面后加工其他表面。
為了減少零件在數(shù)控銑床上的加工時(shí)間,提高數(shù)控銑床的利用率,首先安排零件的六個(gè)表面在普通機(jī)床上加工,周邊四個(gè)平面加工到尺寸,上平面留0.5m m的加工余量,底面加工平整光滑。由于零件的六個(gè)表面在普通機(jī)床上加工比較簡單,在此不再說明。
下面重點(diǎn)說明零件在數(shù)控機(jī)床上加工型腔和曲面部分加工路徑的編輯。
2 凹模型腔和曲面加工路徑的編輯
2.1粗加工內(nèi)槽
在不影響零件后續(xù)加工的情況下,為了減少換刀次數(shù),安排內(nèi)槽粗加工工序在曲面粗加工之前。
加工對(duì)象的形狀特征:零件內(nèi)槽從俯視角度看是一個(gè)近似梯形的形狀,內(nèi)槽底面是平面,底面與側(cè)壁有R3的圓角過度,側(cè)壁的四個(gè)面有R5的圓角過度。
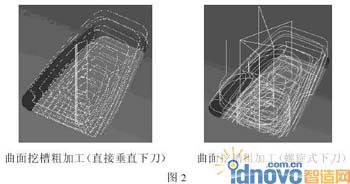
選用刀具:刀具大小的選用原則為刀具半徑ρ≤(0.8~0.9)×曲線的最小曲率半徑r,故選用的刀具直徑為!8m m;由于是粗加工,需要去除大量的余料,如果選用球頭銑刀,因其刀頭處刃口單薄,容易磨損,且加工效率低,故不適合用于粗加工。經(jīng)綜合考慮,選用直徑!8m m的平頭銑刀比較合適。下刀方式有兩種:第一,加工時(shí)不能將平頭銑刀當(dāng)作鉆頭用(直接去除材料垂直下刀),故在進(jìn)行這一工序前,先安排在下刀點(diǎn)處鉆孔,孔的直徑大于或等于本工序用的刀具直徑,然后在孔位處直接垂直下刀進(jìn)行粗加工內(nèi)槽,但由于是內(nèi)槽加工,所以要選用鍵槽銑刀;第二,該零件內(nèi)槽是封閉的,如果在粗加工內(nèi)槽前不預(yù)先鉆孔,則必須選用鍵槽銑刀并采用螺旋方式下刀。
加工方式:根據(jù)下刀方式不同可選用兩種———曲面挖槽粗加工(直接垂直下刀,配合第一種下刀方式進(jìn)行)、曲面挖槽粗加工(螺旋式下刀,配合第二種下刀方式進(jìn)行),圖2是兩種加工方式的刀具路徑。經(jīng)對(duì)比分析,不難發(fā)現(xiàn)前一種方式相對(duì)后一種來說,具有路徑清晰、走刀路程短、下刀切入點(diǎn)容易控制等優(yōu)點(diǎn),下刀方式選用第一種,加工時(shí)選用直接垂直下刀的曲面挖槽粗加工的加工方式更合理。
2.2粗加工曲面
加工對(duì)象的形狀特征:該曲面只在X方向彎曲,在Y方向是直線的,且沿著X的負(fù)方向曲面的Z坐標(biāo)是單調(diào)遞增的。選用刀具:根據(jù)這樣的形狀特征,選用平頭銑刀,為了提高加工效率,可定為直徑"20m m的平頭銑刀。
下刀方式:由于該曲面加工可從切削范圍外切入,故下刀方式是在切削范圍外直接垂直下刀。
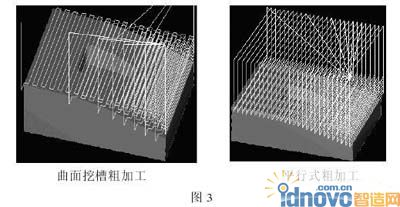
加工方式:有兩種加工方式———曲面挖槽粗加工、平行式粗加工,圖3分別是這兩種加工方式的刀具路徑,經(jīng)對(duì)比分析曲面挖槽粗加工路徑簡潔、減少許多不必要的退刀和抬刀、走刀路程短,故選用曲面挖槽粗加工方式比較合理。
2.3精加工曲面
下刀方式:與粗加工該曲面一樣,可在切削范圍外直接垂直下刀。
加工方式:有兩種加工方式———等高外形精加工、平行式精加工。圖4是兩種加工方式的刀具路徑,從圖上分析可知:要將曲面精加工光滑,等高外形精加工必須選用球頭銑刀,并且,由于曲面的曲率不同,造成走刀行距不均勻,加工出的曲面粗糙度不同;平行式精加工可選用圓角刀或平頭銑刀,從加工效率角度考慮,平行式精加工刀路簡潔,且走刀行距均勻,選用此方式比較符合曲面形狀特征。
選用刀具:根據(jù)該曲面的形狀特征,如果刀具只沿X方向走刀,那么要精加工該曲面就可以選用平頭銑刀,不必選用球頭銑刀,就可以把該曲面加工光滑;如果刀具是矩形回轉(zhuǎn)式走刀或是只沿著曲面的直線方向走刀(圖1的Y方向),那么要精加工該曲面,必須選用球頭銑刀,球頭銑刀在加工時(shí)刀尖點(diǎn)的切削速度為零,導(dǎo)致選用的走刀速度不能過快,極大地影響了加工效率。由于加工方式確定為平行式精加工,故選用刀具是平頭銑刀,為了減少換刀次數(shù),刀具規(guī)格與上一工序一樣。
2.4精加工內(nèi)槽側(cè)壁及槽底圓角
選用刀具:由于內(nèi)槽側(cè)壁與槽底面有R3的圓角過度,故為了同時(shí)精加工該圓角,選用直徑#6m m的球頭銑刀。
下刀方式:由于大量的余料已在粗加工時(shí)去除了,在精加工時(shí)下刀方式可直接在槽的中間附近垂直下刀;為了避免在內(nèi)槽側(cè)壁留有切入點(diǎn)刀具痕跡,切入方式選用圓弧切線切入。
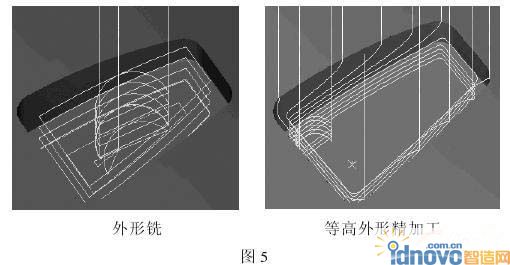
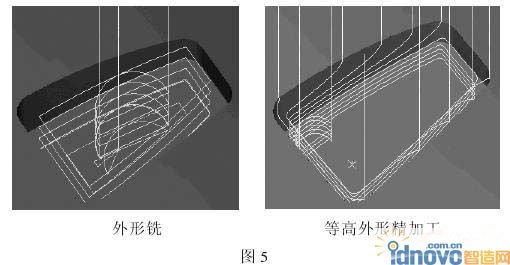
加工方式:可選用兩種———外形銑、等高外形精加工,圖5是兩種加工方式的刀具路徑,經(jīng)對(duì)比分析,不難發(fā)現(xiàn)前一種加工方式相對(duì)后一種來說,有路徑清晰、走路程短、內(nèi)槽側(cè)面切入點(diǎn)處可以用切線切入等優(yōu)點(diǎn),故選擇外形銑加工方式更合理。
2.5精加工內(nèi)槽底面
選用刀具:由于內(nèi)槽底面是平面,故選用平頭銑刀;內(nèi)槽側(cè)壁有R5的圓角過度,為了把底平面精加工完整,選用的刀具半徑最好稍小于內(nèi)槽側(cè)壁的過度圓角半徑R5,綜合考慮,選用直徑$8m m的平頭銑刀。
下刀方式:由于大量的余料已在粗加工時(shí)去除了,在精加工時(shí)下刀方式可直接在槽的中間附近垂直下刀。
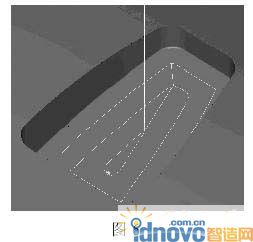
加工方式:內(nèi)槽底面是平面,故精加工該平面可選用曲面加工中的淺平面精加工,加工刀具軌跡如圖6所示。該加工方式對(duì)于精加工曲率半徑不大的平緩曲面(包括水平面)具有特別的優(yōu)點(diǎn):能自動(dòng)尋找出包含在設(shè)定的傾斜角度范圍內(nèi)的曲面,然后專門對(duì)些曲面進(jìn)行加工。
3 零件的加工仿真
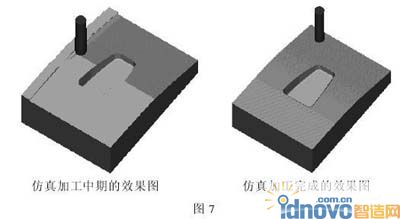
設(shè)置好刀具加工路徑后,利用M asterCAM系統(tǒng)提供的零件加工模擬功能,能夠觀察切削加工的過程(如圖7所示),可用來檢測(cè)工藝參數(shù)的設(shè)置是否合理,零件在數(shù)控實(shí)際加工中是否存在干涉,設(shè)備的運(yùn)行動(dòng)作是否正確,實(shí)際零件是否符合設(shè)計(jì)要求。同時(shí)在數(shù)控模擬加工中,系統(tǒng)會(huì)給出有關(guān)加工過程的報(bào)告。這樣可以在實(shí)際生產(chǎn)中省去試切的過程,可降低材料消耗,提高生產(chǎn)效率。
4 生成數(shù)控加工指令代碼及程序傳輸
通過計(jì)算機(jī)模擬數(shù)控加工,確認(rèn)符合實(shí)際加工要求時(shí),就可以利用M asterCAM的后置處理程序來生成NCI文件或NC數(shù)控代碼,M asterCAM系統(tǒng)本身提供了百余種后置處理PST程序。對(duì)于不同的數(shù)控設(shè)備,其數(shù)控系統(tǒng)可能不盡相同,選用的后置處理程序也就有所不同。對(duì)于具體的數(shù)控設(shè)備,應(yīng)選用對(duì)應(yīng)的后置處理程序,后置處理生成的NC數(shù)控代碼經(jīng)適當(dāng)修改后,如能符合所用數(shù)控設(shè)備(銑床或加工中心)的要求,就可以輸出到數(shù)控設(shè)備,進(jìn)行數(shù)控加工使用。
5 結(jié)束語
采用M asterCAM軟件能方便地進(jìn)行零件數(shù)控加工編程,并迅速自動(dòng)生成數(shù)控加工程序,縮短編程時(shí)間。對(duì)于上面所述實(shí)例,該零件是模具零件中的典型形狀,其典型意義表現(xiàn)在兩方面:第一,零件曲面只有一個(gè)方向是曲線,而另一個(gè)方向是直線,對(duì)于這類具有代表性的典型曲面形狀,精加工時(shí)采用的加工方法往往是平行式精加工,用這種方法來加工該類曲面,具有走刀路徑簡潔、走刀行距均勻的特點(diǎn);第二,零件內(nèi)槽的側(cè)壁是平面,對(duì)于這類內(nèi)槽的加工,粗加工往往采用二維挖槽加工,精加工采用的是外形銑,用這種方法,可以解決加工內(nèi)輪廓下刀難的問題,同時(shí)具有刀路簡潔,走刀路徑容易控制等特點(diǎn)。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF