針對(duì)模具上字碼標(biāo)識(shí)的經(jīng)常更新的狀況及NC編程的諸多要求,選用容CAD/CAM/CAE/PLM為一體的三維參數(shù)化UG4.0軟件是進(jìn)行NC編程的必然首選。以字碼標(biāo)識(shí)為例,通過對(duì)其工藝分析、三維建模、后續(xù)的數(shù)控加工以及其它軟件的比較,證明了UG4.0在制造業(yè)的廣泛應(yīng)用。UG4.0在很大程度上減輕了工程師們?cè)诔绦蛏系挠?jì)算量,同時(shí)也減輕了機(jī)床操作者的工作量和提高了生產(chǎn)效率,為企業(yè)贏得了成本和時(shí)間。
1、前言
UG軟件是集 CAD/CAM/CAE/PLM一體化的三維參數(shù)化軟件,提供了一個(gè)基于過程的產(chǎn)品設(shè)計(jì)環(huán)境,使產(chǎn)品開發(fā)從設(shè)計(jì)到加工真正實(shí)現(xiàn)了數(shù)據(jù)的無縫集成,從而優(yōu)化了企業(yè)的產(chǎn)品設(shè)計(jì)與制造。該軟件不僅具有強(qiáng)大的實(shí)體造型、曲面造型、虛擬裝配和產(chǎn)生工程圖等設(shè)計(jì)功能;而且,在設(shè)計(jì)過程中可進(jìn)行有限元分析、機(jī)構(gòu)運(yùn)動(dòng)分析、動(dòng)力學(xué)分析和仿真模擬,提高設(shè)計(jì)的可靠性;同時(shí),可用建立的三維模型直接生成數(shù)控代碼,用于產(chǎn)品的加工,其后處理程序支持多種類型數(shù)控機(jī)床。另外它所提供的二次開發(fā)語言UG/OPen GRIP,UG/open API 簡(jiǎn)單易學(xué),實(shí)現(xiàn)功能多,便于用戶開發(fā)專用CAD系統(tǒng)。廣泛應(yīng)用于航空、航天、汽車、造船、通用機(jī)械和電子等工業(yè)領(lǐng)域。
2、字碼標(biāo)識(shí)的NC編程要求及加工工藝的分析:
2.1公司生產(chǎn)的產(chǎn)品為鍛件,由于客戶產(chǎn)品可追溯性要求,在產(chǎn)品表面需要生產(chǎn)批號(hào)標(biāo)識(shí):
(1) 606RA123: 606代表2006年6月生產(chǎn),R代表右件,A代表6月份第一批,123代表材料爐號(hào);
(2) 字體為Windows系統(tǒng)自帶的Arial,字體高度為6mm;
(3) 在鍛件產(chǎn)品上為凸字,鋼質(zhì)模具上為凹字,即標(biāo)識(shí)的石墨電極為凸字;
(4) 因生產(chǎn)批號(hào)更改頻繁,CAD中文本批號(hào)最好參數(shù)化(更改文本批號(hào)后,重新生成刀軌即可);
(5) 由于產(chǎn)品種類比較多,字碼有平面、斜面、曲面等不同情況(曲面加工相比其它較為復(fù)雜,所以能解決曲面加工,其它問題就迎刃而解)。字碼深度也不近相同(在編程時(shí)不要考慮刻字的深度!加工時(shí)由操機(jī)者根據(jù)不同產(chǎn)品不同的字碼深度手動(dòng)即可);
2.2針對(duì)上述編程要求并結(jié)合公司實(shí)際情況,以曲面加工為例初步制定其加工工藝:
(1)考慮加工對(duì)象為石墨電極,選用5mm的球刀銑曲面(電極塊首次加工必需的步驟,加工效率高,不易斷刀);參見圖8
(2)因字體高度為6mm,選用刀具直徑為0.8mm的刻字刀加工;
3、各類軟件的編程比較及其選用:
市場(chǎng)上集CAD /CAM一體化的各類軟件可謂是層出不窮、百花齊放。諸如:CATIA、UG、 Pro/E、MASTERCAM、SURFCAM等等,針對(duì)目前市場(chǎng)上應(yīng)用普遍比較多的軟件MASTERCAM、SURFCAM 、UG、 Pro/E四類常用軟件對(duì)字碼標(biāo)識(shí)編程做初步比較:
3.1 MASTERCAM X:
美國(guó)CNC SoftWare INC 公司出品的CAD /CAM軟件,尤其以其強(qiáng)大的加工功能聞名于世,加工操作界面通俗易懂,編程加工效率顯著。但針對(duì)此模具字碼標(biāo)識(shí)編程而言,編程操作靈活,易學(xué)易用,標(biāo)識(shí)文本是非參數(shù)化,批號(hào)即時(shí)更新不易,導(dǎo)致編程效率不高。參見圖1、圖 2
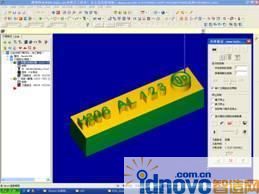
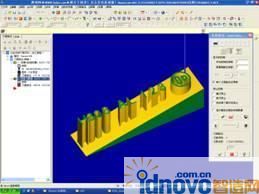
圖1 MASTERCAM平面標(biāo)識(shí)仿真加工 圖2 MASTERCAM斜面標(biāo)識(shí)仿真加工
3.2 SURFCAM:
早期的CAM軟件,加工操作界面通俗易懂,編程加工效率顯著。但針對(duì)此模具字碼標(biāo)識(shí)編程而言,編程操作簡(jiǎn)單,標(biāo)識(shí)文本也是非參數(shù)化,批號(hào)即時(shí)更新不易,導(dǎo)致編程效率不高。參見圖3、圖4
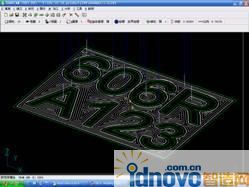

圖3 SURFCAM平面標(biāo)識(shí)編程加工刀軌 圖4 SURFCAM曲面標(biāo)識(shí)編程加工刀軌
3.3 Pro/E:
Pro/ENGINEER是由美國(guó)參數(shù)技術(shù)公司推出的一套博大精深的三維CAD/CAM參數(shù)化軟件,它的內(nèi)容涵蓋了產(chǎn)品從概念設(shè)計(jì)、工業(yè)造型設(shè)計(jì)、三維模型設(shè)計(jì)、分析計(jì)算、動(dòng)態(tài)模擬與仿真、工程圖的輸出、生產(chǎn)加工成產(chǎn)品的全過程,其中還包括了大量的電纜和管道布線、模具設(shè)計(jì)與分析等實(shí)用模塊。應(yīng)用領(lǐng)域包括航空航天、汽車、機(jī)械、數(shù)控(NC)加工、電子等諸多行業(yè)。尤其全參數(shù)化的建模思路,大大縮短了產(chǎn)品設(shè)計(jì)和更改周期,但CAM模塊功能不如CAD模塊強(qiáng)大(據(jù)筆者了解目前有些公司CAD在Pro/E 中完成,然后轉(zhuǎn)入MASTERCAM或Cimatron中完成CAM加工),用Pro/E編出的NC程式,加工效率較低(筆者曾經(jīng)試圖摸索過Pro/E的 NC加工,但總覺得Pro/E應(yīng)該在CAM模塊中加強(qiáng)其功能,提供多樣性的加工方式)。參見圖5、圖6

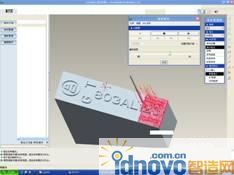
圖5 Pro/E斜面標(biāo)識(shí)仿真加工 圖6 Pro/E斜面標(biāo)識(shí)加工刀軌屏幕演示
3.4 UG:
Unigraphics(簡(jiǎn)稱UG)是美國(guó)UGS公司的主導(dǎo)產(chǎn)品,也是全球應(yīng)用最普遍的CAD/CAM/CAE/PLM的系統(tǒng)軟件之一。UG軟件在CAD 方面的建模和造型分為兩個(gè)模塊一實(shí)體造型和自由曲面造型。在造型功能方面,除其他軟件所具有的通用功能外,它還擁有靈活的復(fù)合建模、齊備的仿真照相、細(xì)膩的動(dòng)畫渲染和快速的原型工具,僅復(fù)合建模就可讓用戶在實(shí)體建模、曲面建模、線框建模和基于特征的參數(shù)建模和非參數(shù)建模中任意選擇,使設(shè)計(jì)者可根據(jù)工程設(shè)計(jì)實(shí)際情況確定最佳建模方式,從而得到最佳設(shè)計(jì)效果。在加工功能方面,UG件針對(duì)CAM的實(shí)用性、適應(yīng)性和效能性,通過覆蓋制造過程,實(shí)現(xiàn)制造的自動(dòng)化、集成化和用戶化,從而在產(chǎn)品制造周期、產(chǎn)品制造成本和產(chǎn)品制造質(zhì)量諸方面都給用戶提供了極大的收益。它不僅提供可靠、精確刀具路徑,更讓NC編程人員可以隨心所欲地設(shè)計(jì)出心目中最有效率的加工程序。
3.4.1 UG/CAM有下列幾個(gè)特點(diǎn):
(1)提供可靠、精確的刀具路徑;
(2)能直接在曲面及實(shí)體上加工;
(3)良好的用戶界面,并允許使用者能依工作上的需要,定制用戶界面;
(4)提供多樣性的加工方式,方便了編程人員設(shè)計(jì)各種高效率的刀具路徑;
(5)對(duì)CAD主模型更改,則NC模型隨之更改。NC編程人員不需要把工作推倒重來,只需重新生成(Regenerate)刀位軌跡,刀位軌跡就可以立即更新;
(6)提供完整的刀具庫(kù)及加工參數(shù)庫(kù)管理功能(切削數(shù)據(jù)庫(kù)的可利用性及客戶化),使新進(jìn)人員能充分利用資深人員的經(jīng)驗(yàn),設(shè)計(jì)優(yōu)良的刀具路徑;
(7) CAM后置處理不但提供了常規(guī)的直線和圓弧插補(bǔ)外,還出現(xiàn)了基于Nurbs理論的CNC插補(bǔ)控制器(提高了高速銑的加工精度,大大縮短了刀位文件長(zhǎng)度);
(8)提供通用型后處理功能,產(chǎn)生各種NC加工機(jī)適用的NC程序(也可以通過機(jī)床構(gòu)造器或二次開發(fā)隨心所欲的制訂后處理配置命令)。
下面就著重談?wù)刄G在模具標(biāo)識(shí)字碼編程加工中的應(yīng)用:UG 在CAM模塊中就增加了標(biāo)識(shí)字碼加工功能,但在曲面標(biāo)識(shí)加工編程操作中,頗感不便(筆者曾經(jīng)試圖摸索過,但沒有找到更好的方法)。而UG4.0在 CAD/CAM中新增了文本功能,能有效并快速的對(duì)文本進(jìn)行實(shí)時(shí)編輯更新,從而很大程度提高了加工編程的速度(文本編輯更新后重新生成NC程序即可,無需更改任何參數(shù)設(shè)置,可謂是一勞永逸)。突出顯示了CAD/CAM/CAE/PLM數(shù)據(jù)的無縫集成及參數(shù)化的優(yōu)越性。
3.4.2 UG中字碼標(biāo)識(shí)編程步驟如下:
(1)根據(jù)要求在UG里做字(字碼標(biāo)識(shí)在相應(yīng)位置的曲面上),或通過其它CAD 軟件轉(zhuǎn)出UG能接受的文件格式導(dǎo)入U(xiǎn)G中(字碼標(biāo)識(shí)文本必須在UG中重新編輯,方便以后的即時(shí)更新);參見圖7
(2) 選用直徑5mm的球刀加工大曲面(具體參數(shù)設(shè)置步驟不傲述);參見圖8
(3) 選用直徑0.8mm的刻字刀2D挖槽加工(具體參數(shù)設(shè)置步驟不傲述,UG中FACE_MILLING_AREA加工模塊,平面字碼標(biāo)識(shí)無需第(4)步);參見圖9
(4) 選用直徑0.8mm的刻字刀投影加工(具體參數(shù)設(shè)置步驟不傲述,UG中 FIXED_CONTOUR加工模塊,驅(qū)動(dòng)方式選項(xiàng)為刀軌(2D挖槽加工));參見圖10
(5) 后置處理生成NC程式(后置處理器配置了各類型數(shù)控系統(tǒng)的后置處理,用戶也可以根據(jù)數(shù)控機(jī)床和數(shù)控系統(tǒng)的具體情況對(duì)其數(shù)據(jù)庫(kù)進(jìn)行修改和編譯,定制自己的專有后置處理程序,UG生成的 NC程序加工效率高,NC文件小的優(yōu)點(diǎn))。
3.4.3字碼標(biāo)識(shí)編程重新更新步驟如下:
(1) 鼠標(biāo)雙擊所要更改的文本標(biāo)識(shí)進(jìn)行編輯(大概編輯時(shí)間在5秒鐘以內(nèi));參見圖7
(2) 重新計(jì)算刀具軌跡,生成NC程序(大概需要10~20秒鐘時(shí)間,具體時(shí)間根據(jù)操作參數(shù)設(shè)置而定);
筆者1個(gè)工作日內(nèi)(8個(gè)小時(shí))大約能出NC程序400多個(gè),幾乎完成了全年的字碼標(biāo)識(shí)編程任務(wù)。大大縮短了NC編程時(shí)間,避免了繁瑣復(fù)雜的參數(shù)設(shè)置,深受編程人員的青睞。


圖7 UG4.0中新增了文本編輯功能 圖8 UG仿真加工大曲面
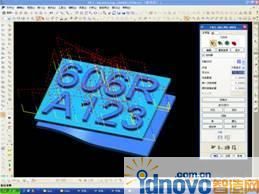

圖9 UG4.0中刻字刀2D挖槽(平面)仿真加工 圖10 UG4.0投影(曲面)仿真加工(IPW )
4、生產(chǎn)實(shí)際加工結(jié)果:
將UG4.0的字碼標(biāo)識(shí)NC程式在生產(chǎn)現(xiàn)場(chǎng)試加工,得到現(xiàn)場(chǎng)操機(jī)人員的好評(píng)。尤其在刀路優(yōu)化、減少提刀次數(shù)等方面相比其它軟件尤為顯著。加工后的模具標(biāo)識(shí)字碼和模具上的標(biāo)識(shí)字碼。參見圖11、圖12


圖11 加工后的模具標(biāo)識(shí)字碼 圖12 模具上的標(biāo)識(shí)字碼
5、結(jié)束語:
Unigraphics 誕生在美國(guó)麥道飛機(jī)公司,從一開始就是飛機(jī)零件數(shù)控加工的最佳編程工具,經(jīng)歷了幾十年,與它同時(shí)代的CAD/CAM軟件(ComputerVision、 Calma、EUCLID、Intergraph、Autotrol)有不少已經(jīng)消亡了,惟有少數(shù)經(jīng)歷了長(zhǎng)期的生產(chǎn)實(shí)踐驗(yàn)證才走到了 CAD/CAM/CAE/PLM高度數(shù)據(jù)的無縫集成的頂峰。隨著加工技術(shù)的不斷發(fā)展和完善,其中包含了程序的編寫日益簡(jiǎn)單,根據(jù)各企業(yè)的實(shí)際情況選擇相應(yīng)的軟件并能熟練駕馭它(好的編程技術(shù)是與好的編程平臺(tái)分不開的,所謂欲善其事,必利其器),這在很大程度上減輕了工程師們?cè)诔绦蛏系挠?jì)算量,同時(shí)也減輕了機(jī)床操作者的工作量和提高了生產(chǎn)效率,為企業(yè)贏得了成本和時(shí)間。通過對(duì)此字碼標(biāo)識(shí)的實(shí)例編程示范和其它軟件的編程比較,充分顯示了UG4.0在各類軟件中的優(yōu)越性。由于筆者水平有限,詣在通過此實(shí)例的編程加工,將自己的使用心得分享給各位讀者,在此希望能起到的拋磚引玉作用,為中國(guó)的加工制造業(yè)做出各自的綿薄之力。
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國(guó)專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF