本文給出了45號(hào)鋼軸件的數(shù)控車程序加工實(shí)例。
根據(jù)下圖所示的待車削零件,材料為45號(hào)鋼,其中Ф85圓柱面不加工。在數(shù)控車床上需要進(jìn)行的工序?yàn)椋呵邢鳔?0mm 和Ф62mm 外圓;R70mm 弧面、錐面、退刀槽、螺紋及倒角。要求分析工藝過程與工藝路線,編寫加工程序。
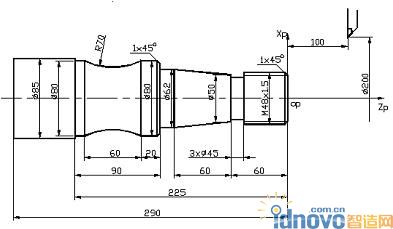
圖3.43 車削零件圖
1.零件加工工藝分析
(1)設(shè)定工件坐標(biāo)系
按基準(zhǔn)重合原則,將工件坐標(biāo)系的原點(diǎn)設(shè)定在零件右端面與回轉(zhuǎn)軸線的交點(diǎn)上,如圖中Op點(diǎn),并通過G50指令設(shè)定換刀點(diǎn)相對(duì)工件坐標(biāo)系原點(diǎn)Op的坐標(biāo)位置(200,100)
(2)選擇刀具
根據(jù)零件圖的加工要求,需要加工零件的端面、圓柱面、圓錐面、圓弧面、倒角以及切割螺紋退刀槽和螺紋,共需用三把刀具。
1號(hào)刀,外圓左偏刀,刀具型號(hào)為:CL-MTGNR-2020/R/1608 ISO30。安裝在1號(hào)刀位上。
3號(hào)刀,螺紋車刀,刀具型號(hào)為:TL-LHTR-2020/R/60/1.5 ISO30。安裝在3號(hào)刀位上。
5號(hào)刀,割槽刀,刀具型號(hào)為:ER-SGTFR-2012/R/3.0-0 IS030。安裝在5號(hào)刀位上。
(3)加工方案
使用1號(hào)外圓左偏刀,先粗加工后精加工零件的端面和零件各段的外表面,粗加工時(shí)留0.5mm的精車余量;使用5號(hào)割槽刀切割螺紋退刀槽;然后使用3號(hào)螺紋車刀加工螺紋。
(4)確定切削用量
切削深度:粗加工設(shè)定切削深度為3mm,精加工為0.5mm。
主軸轉(zhuǎn)速: 根據(jù)45號(hào)鋼的切削性能,加工端面和各段外表面時(shí)設(shè)定切削速度為90m/min;車螺紋時(shí)設(shè)定主軸轉(zhuǎn)速為250r/min。
進(jìn)給速度:粗加工時(shí)設(shè)定進(jìn)給速度為200mm/min,精加工時(shí)設(shè)定進(jìn)給速度為50mm/min。車削螺紋時(shí)設(shè)定進(jìn)給速度為1.5mm/r。
2.編程與操作
(1)編制程序
(2)程序輸入數(shù)控系統(tǒng)
將程序在數(shù)控車床MDI方式下直接輸入數(shù)控系統(tǒng),或通過計(jì)算機(jī)通信接口將程序輸入數(shù)控機(jī)床的數(shù)控系統(tǒng)。然后在CRT屏幕上模擬切削加工,檢驗(yàn)程序的正確性。
(3)手動(dòng)對(duì)刀操作
通過對(duì)刀操作設(shè)定工件坐標(biāo)系,記錄每把刀的刀尖偏置值,在運(yùn)行加工程序中,調(diào)用刀具的偏置號(hào),實(shí)現(xiàn)對(duì)刀尖偏置值的補(bǔ)償。
(4)自動(dòng)加工操作
選擇自動(dòng)運(yùn)行方式,然后按下循環(huán)啟動(dòng)按鈕,機(jī)床即按編寫的加工程序?qū)ぜM(jìn)行全自動(dòng)加工。
O0001 程序代號(hào)
N005 G50 X200 Z100 建立工件坐標(biāo)系
N010 G50 S3000 主軸最高轉(zhuǎn)速限定為3000r/min
N015 G96 S90 M03 主軸正轉(zhuǎn),恒線速設(shè)定為90m/min
N020 T0101 M06 選擇1號(hào)外圓左偏刀和1號(hào)刀補(bǔ)
N025 M08 冷卻液開
N030 G00 X86 Z0 刀具快速定位至切削位置
N035 G01 X0 F50 車端面
N040 G00 Z1 Z向退出1mm
N045 G00 X86 X向退到86mm處,準(zhǔn)備外圓切削循環(huán)
N050 G71 U3 R1 外圓切削粗加工循環(huán),切削深度為3mm,退刀量為1mm。
N055 G71 P60 Q125 U0.5 W0.5 F200
外圓切削粗加工循環(huán),開始順序號(hào)為N60,結(jié)束順序號(hào)為N125,X與Z方向各留0.5mm精加工余量,切削速度為200mm/min
N060 G42 刀尖半徑右補(bǔ)償,N60~N125為外圓切削循環(huán)精加工路線
N065 G00 X43.8
N070 G01 X47.8 Z-1
N075 Z-60
N080 X50
N085 X62 Z-120
N090 Z-135
N095 X78
N100 X80 Z-136
N105 Z-155
N110 G02 Z-215 R70
N115 G01 Z-225
N120 X86
N125 G40 取消刀尖半徑補(bǔ)償
N130 G70 P60 Q125 F50 外圓切削精加工循環(huán),切削速度為50mm/min
N135 G00 X200 Z100 刀具返回至換刀點(diǎn)
N140 T0505 M06 S50 選擇5號(hào)割槽刀和5號(hào)刀補(bǔ),恒線速設(shè)定為50m/min
N145 G00 X52 Z-60 快進(jìn)到X52、Z-60處,準(zhǔn)備割槽
N150 G01 X45 切割螺紋退刀槽
N155 G04 X2 在槽底暫停2秒
N160 G01 X52 X方向退回到52mm處
N165 G00 X200 Z100 刀具返回到換刀點(diǎn)
N170 T0303 M06 選擇3號(hào)螺紋車刀和3號(hào)刀補(bǔ)
N175 G95 G97 S250 設(shè)置切削速度量綱,設(shè)定恒轉(zhuǎn)速為250r/min。
N180 G00 X50 Z3 快進(jìn)到X=50、Z=3處,準(zhǔn)備車削螺紋
N185 G76 P011060 Q0.1 R1 螺紋切削循環(huán)
N190 G76 X46.38 Z-58.5 R0 P1.48 Q0.4 F1.5
N200 G00 X200 Z100 T0300 快退到換刀點(diǎn),取消3號(hào)刀補(bǔ)
N205 M05 主軸停止
N210 M09 冷卻液關(guān)
N215 M30 程序結(jié)束
相關(guān)文章
- 2021-09-08BIM技術(shù)叢書Revit軟件應(yīng)用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業(yè)技術(shù)人員計(jì)算機(jī)應(yīng)用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應(yīng)用 制表、數(shù)據(jù)處理及宏應(yīng)用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機(jī)械制圖基礎(chǔ)培訓(xùn)教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎(chǔ)培訓(xùn)教程 [朱
- 2021-08-30電氣CAD實(shí)例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風(fēng)暴2:Maya影像實(shí)拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術(shù)設(shè)計(jì)案例教程中文版AutoCAD 建筑設(shè)計(jì)案例
- 2021-08-29環(huán)境藝術(shù)制圖AutoCAD [徐幼光 編著] 2013年P(guān)DF下載
- 2021-08-29機(jī)械A(chǔ)utoCAD 項(xiàng)目教程 第3版 [繆希偉 主編] 2012年P(guān)DF