縱觀近幾十年,新的加工技術、加工工藝以及新式切削刀具的應用使得發動機制造技術得到了長足的發展。然而,隨著發動機制造技術的發展,發動機主要零部件的工藝要求并沒有因此而顯著增加,相反,則是隨著裝配工藝水平的提高和大量自動化設備的應用,某些零件工藝的要求甚至比幾十年前更低。而大量新技術的運用卻對管理者及操作人員的素質、工廠運作的水平有了更高的要求。
發動機制造技術的先進性并不是發動機項目實施和運作成功的必要條件。回顧身邊的例子我們不難發現,發動機項目的成功很少是取決于它是否采用了某項新技術;而在實際生產過程中,也不會因為某把刀具的選擇錯誤而導致整條生產線的失敗。與之相反,很多失敗的例子卻是由于生產線選型失誤、設備選擇錯誤而造成的。由此可見,發動機機加工系統的早期規劃才是項目成功與否的關鍵。在此,我們將著重探討發動機機加工系統早期規劃中需要注意的幾點重要事項。
生產線類型的合理選擇
合理選擇生產線的類型至關重要,將直接影響到后續生產線的利用率和適應產品更改的能力。目前,生產線的選型主要是在剛性自動線和柔性CNC加工線之間的選擇。就在幾年前,選擇剛性線或柔性線的主要考慮依據還是產量和產品的變化。通常大批量(一般年產量30萬以上)且較成熟的產品采用剛性線,中小批量或產品潛在變化較大的選擇柔性線。
隨著規劃經驗的豐富、規劃水平的不斷提高以及國際間合作的深入開展,許多公司在選擇生產線類型時將更多的因素納入到了需要考慮或權衡的范圍內,并且漸漸地成為了比產量更為重要的決策依據。這些因素主要包括:同一零件家族中各零件之間的不同;公司對生產線的柔性要求;生產線被改造的可能性;投資的限制以及公司人員對現有系統的熟悉程度等。
當前,各汽車廠生產的發動機通常都是出自某一系列,其特點是組成發動機的主要零件十分相似,只有少數部件會根據功能、排量的不同而有所更改。比如,通用汽車的FAMI和FAMII系列發動機,還有在Cadillac等車型上使用的HFV6系列發動機等。因此,在選擇生產線時要充分考慮到今后生產同一家族中的另一型號產品的可能性。即便是在項目規劃初期時還沒有任何計劃。
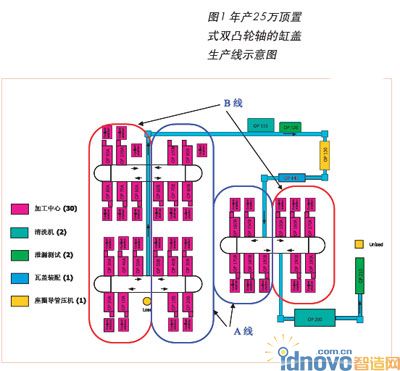
圖1年產25萬頂置式雙凸輪軸的缸蓋生產線示意圖
不同公司對生產線的柔性都會有不同的要求。生產線被改造的可能性與產品的生命周期、市場預期發生變化和產品本身發生變化等都有著密切的關系。有些公司在經營上要求生產線具有相當的柔性,以便在市場突變時能夠以最快的速度響應這種變化。而改造柔性線要比改造剛性線要靈活得多,投資也相對少。
投資所帶來的限制也是決定生產線類型選擇的一項重要因素。與剛性線相比,投資柔性線可以根據產量的爬坡計劃進行分期投入,降低了投資風險,提高了資金利用的有效性。
此外,公司人員對某系統或設備的熟悉程度也會左右新生產線的選型。盡量選用公司已有的系統及設備的好處諸多,如:共享備件,減輕人員培訓的壓力,降低由于使用新系統而帶來的風險。
可以說,現在國內單一車型能達到規模經濟生產的汽車制造商還不多,很多項目可能只是剛好達到臨界點,所以在選擇生產線類型時就尤為需要慎重。因為,一個發動機項目從規劃到投產至少需要一年半到兩年的時間,在這段時間內,市場預期發生變化在中國現在這樣一個還不是十分成熟的汽車市場上是非常平常的,投資剛性自動線的風險也越來越大。在這點上許多汽車廠都有過相當沉痛的教訓,使得投資柔性線逐漸成為國內各汽車廠的首選方案。故在此,我們僅就柔性CNC加工中心生產線進行討論。
需要說明的是,現在許多汽車廠家傾向于投資自動線和柔性CNC加工中心組合的生產線。關鍵工序采用自動線,以保證加工精度和穩定性,而其它工序則采用CNC加工中心。這種方式在保證滿足精度要求的前提下,最大程度地增加了柔性。在資金投入上,自動線一般是根據產量綱領一次投資到位,而CNC加工中心則根據產量的爬坡計劃進行分期投入,降低了初期項目投資過大的風險。
柔性CNC生產線單位模塊產能的規劃
柔性CNC生產線具有可以分期投入的特點,也就是說系統可以由一個個相同的單位模塊組成。這也帶來了一個問題,那就是每期投入模塊的產能應該多大,比較合理的產能分配方案是什么?
由于CNC加工中心具有很強的復制性,所以這些模塊一般是由CNC加工中心組成。而對于組成生產線的輔機,由于其專機的特性通常是幾個模塊共享。
確定生產線產能的三個重要因素為:工作的小時數;瓶頸工位生產設備的設計原則;加工零件的形式。
工作的小時數比較容易理解,如果采用三班制就是每天22.5h。比較理想的柔性系統的模塊產能大小應該由組成其生產線的瓶頸工位確定。以缸蓋線為例,一般就是缸蓋座圈導管壓機。
加工零件的形式也是重要的考慮因素。在此,還是以缸蓋線為例,相同的座圈導管壓機對于每缸4氣門的缸蓋和每缸2氣門的缸蓋的生產能力是不同的。
通常2工位自動線形式的單頭座圈導管壓機是此類機床中比較簡單的。所謂單頭是指壓裝進氣和排氣側座圈導管分別只使用一套壓頭,有幾個氣門就要分幾次壓裝。根據經驗,單頭座圈導管壓機的節拍能力一般在110s左右,毛生產能力大約是每天3000個4氣門的燃燒室。如果是生產4缸發動機的缸蓋,算上80%的設備開動率,大約是每天600個缸蓋。
按照生產綱領,我們就可以通過上述的簡單計算大致確定出柔性CNC加工中心生產線模塊的大小和數量:是采用規模較小的系統,需要增加產量時復制整個模塊;還是采用規模的較大系統,需要增加產量時復制相應的CNC設備,而輔機則是一次投資到位。
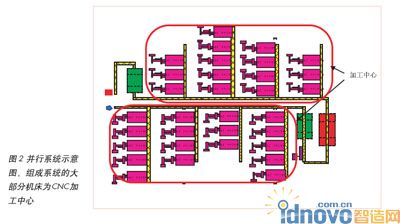
圖2并行系統示意圖,組成系統的機床大部分為加工中心。
柔性CNC加工系統的分類
目前,各汽車廠廣泛應用的柔性CNC加工中心系統主要分為兩種:規模相對較小的串行系統和規模相對較大的并行系統。
串行系統和并行系統的主要區別在于CNC加工中心在系統中的布置。組成串行系統的每臺CNC加工中心的加工內容是由整條生產線的節拍所確定的,如果沒有復線的話,每臺CNC設備的設計節拍都是一致的,加工內容必須安排在節拍內完成。為了提高加工中心的利用率,通常在串行系統中的CNC加工中心的節拍規劃得比系統中的輔機慢一半,而使用CNC設備的復線來補足生產能力。圖1為年產25萬頂置式雙凸輪軸的缸蓋生產線示意圖,可以看到,CNC加工線分為A線和B線,分別由藍和紅兩色圈示,所有加工中心的節拍是一致的。兩線并聯后再同中間的輔機串聯成整條生產線。
串行系統是比較成熟的工藝規劃模式,在北美和國內應用較多,其主要特點是:
□零件在生產線中的流向相對比較簡單,通常只有A線和B線的區別;零件的差異性較小,便于質量管理和跟蹤;
□由于節拍的延長,CNC加工中心的利用率較高;
□便于實現手動上下料;
□在單臺CNC加工中心發生故障時還能維持部分生產;
□如要實現零件追溯,則追溯系統的投入相對較少,追溯方法簡單。
組成并行系統的每臺CNC加工中心的加工內容是由實際理想的加工步驟、定位夾緊方式等確定的,組成每道工序的加工中心的節拍并不完全相同。在確定每道工序的加工內容和節拍后,再根據整個生產線節拍的要求確定每道工序需要的CNC加工中心的數量。如圖2所示,組成系統的大部分機床為CNC加工中心,有些工位可能是5臺加工中心,有些可能只有3臺,不同工位的加工中心的節拍是不同的。圖2僅為示意圖,為了盡可能多的安排加工內容,提高加工中心的利用率,其節拍應較長,實際串行系統的單個工位CNC加工中心數量不應少于5臺。
并行系統的主要特點是:
□單臺CNC設備的故障對系統的開動率影響很小;
□由于單臺設備的節拍不受限制,故加工工藝過程設計相對完美,CNC加工中心的利用率很高,投資相對較少;
□生產時如果對某機床進行調試,對產量的影響較小;
□與串行系統相比,可以通過增加單臺CNC加工中心實現擴能,系統分期投入的靈活性更大;
□便于隨行托板的使用,進一步增加了生產的柔性;
□零件在生產線中的流向十分復雜,排列組合的可能性很多,增加了質量管理和跟蹤的難度;
□手動上下料很難實現;
□零件追溯系統十分復雜。
近年來,隨著微電子芯片和計算機技術的快速發展,掃除了零件追溯困難的障礙,使得并行系統越來越受到各汽車廠的青睞,特別是歐洲的廠商應用極多。
由于以上兩種系統各有優缺點,因此,在規劃時還要結合公司的實際情況、以往的經驗以及產品的特性來決定選用何種系統。
需要注意的幾點事項
完成了機加工系統的選擇,接下去就要考慮系統組成的細節問題。根據以往經驗,在搭建系統的過程中應注意以下幾點事項:
1.重視生產線計算機模擬的使用。生產線模擬是指按照規劃的工藝過程和生產線布置,利用現有的或類似的生產線實際運作的,如設備平均故障間隔(MTBF)、平均修復時間(MTTR)、換刀時間、檢測時間、上下料時間等數據,用計算機軟件進行產出模擬的過程。通過模擬,可以看出哪些是瓶頸工位,哪些地方需要增加物料緩沖。這些信息對生產線最終定稿無疑是十分重要的。
2.統一用于設備招標的規范(Specification)。使用統一的設備規范可以使公司在不同的項目中購買的設備具有很高的相似性,便于生產管理、人員培訓以及日后生產線的改造或重新安排。
3.生產線盡量采用U型布置,便于人員和物料的安排和目視化管理。而最終生產線布置的確定還要基于廠房的實際情況、投資的大小以及模擬后的產量輸出等因素綜合考慮。
4.輔機工位以單線形式投資。如果輔機也有擴能要求,則在規劃的開始階段要預留空工位,其今后的擴能是通過增加工位或工裝的方式得以實現。這點同裝配線的規劃比較類似,購買新的輔機以達到擴能的目的往往是不經濟的。
5.有條件的話,將所有的工作區域安排在一個操作水平上,盡量避免機床與機床之間使用上下臺階或踏腳板。
6.機床所有的輔助設備和維修窗口安排在機床后部,盡可能地縮短機床彼此之間的間距,從而減少操作工的行走時間,縮短生產線的長度。
7.購買設備時要注意盡量避免使用供應商的專利技術或新開發的技術。
8.設備的選擇要以其可靠性為主要依據,不要被裝備供應商過多的新技術或出色的參數所迷惑。
需要強調的是,本文所討論的問題只是從制造工程師的工作角度出發,著重分析了項目規劃初期階段需要注意的幾點重要事項。實際上,項目規劃離不開所有與項目有關的職能部門的支持與參與,例如生產、質量、物料、設備采購、零部件采購、國產化、IT等部門。只有在這些部門的共同努力下,項目才有可能得以成功地規劃和順利實施。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF