根據模具刃口尺寸磨損后的變化情況,識別出模具刃口尺寸的磨損類型,自動計算刃口尺寸;以AutoCAD為平臺,根據3B指令的編程原則利用VC++6.0和CAD開發工具ObjectARX對實體進行處理運算,自動生成3B程序和鉬絲中心軌跡。
沖裁模主要零件都是由線切割加工完成的[1],但對模具刃口磨損后的尺寸變化類型無法自動判斷[2~4],須有人工輸入判斷結果,效率不高。針對這種情況,本文提出了一種快速高效的刃口尺寸自動計算方法,根據沖裁件圖形是由一個外環和N個內環組成的特點,提取信息進行計算,并把計算后的圖形信息再進行提取、處理,應用VC+ +和ObjectARX開發的接口軟件自動實現加工零件的AutoCAD圖形到線切割3B指令代碼的轉換[5~7],從而有效的提高了CAD/CA M系統的運行效率[8]。
一、模具刃口尺寸計算
沖裁件的尺寸取決于其光亮帶的橫向尺寸,對于落料件尺寸取決于凹模刃口尺寸,沖孔件尺寸取決于凸模刃口尺寸。在編程計算時,由于各零件之間是相互配合的,所以只需確定一個零件的刃口尺寸即可,再通過不同的補償量加工其他零件。
1、模具刃口尺寸計算原理
依據沖裁模設計和制造相關知識,模具刃口尺寸確定必須遵循幾項原則:①根據落料和沖孔的特點,落料件的尺寸取決于凹模尺寸,因此落料模應先決定凹模尺寸,通過減小凸模尺寸來保證合理間隙;同理沖孔件的尺寸取決于凸模尺寸,沖孔模應先決定凸模,通過增加凹模尺寸來保證合理間隙。②根據刃口的磨損規律,如果磨損后刃口尺寸變大,其刃口基本尺寸應取接近或等于工件的最小極限尺寸;如果磨損后刃口尺寸變小,其刃口基本尺寸應取接近或等于工件的最大極限尺寸。③凸、凹模的制造精度一般比工件精度高2~3級,其公差取“單向入體”,即軸類尺寸(被包容面尺寸)的公差取負值(即L0-δ);孔類尺寸(包容面尺寸)的公差取正值(即L+δ0);非孔非軸類尺寸取對稱分布公差(即L±δ/2)。
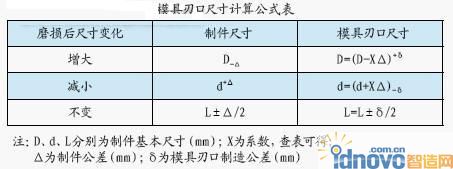
2、確定刃口尺寸磨損類型和計算公式
凸、凹模制造有兩種方法:分開加工和配合加工。因配合加工容易保證間隙,還可放大模具的制造公差,故目前工廠一般使用這種方法。采用配合加工法,必須對沖裁件的尺寸磨損類型加以判斷,以選擇相應的計算公式進行計算。模具刃口尺寸磨損后變化有3種情況:減小、增大或不變。要自動地判斷出模具刃口尺寸的磨損類型,就需要對沖裁件幾何形狀進行分析。在沖裁模中,一般落料尺寸以凹模為準、沖孔尺寸以凸模為準,根據凹模磨損后向外擴展,凸模磨損后向內縮小的特點,計算出凹模外等距線、凸模內等距線,可得到偏移后的幾何圖形。圖1中所示的虛線為畫出的凸模內等距線。
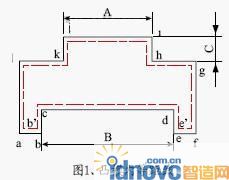
對磨損前后尺寸變化情況進行對比,便可自動確定出每個尺寸磨損類型。如圖1中凸模磨損后A尺寸減小,B尺增大,C尺寸不變。根據尺寸所處的位置,在外環上還是內環上,以及磨損類型,就可以選擇計算公式(見模具刃口尺寸計算公式表)。
3、沖裁件尺寸和幾何圖形的匹配
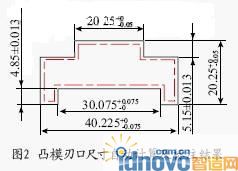
沖裁件尺寸信息標注是與幾何圖形密切相關的,要實現模具零件圖尺寸的自動標注和磨損類型自動判斷,就必須將尺寸信息與幾何圖形相匹配。沖裁件幾何圖形和尺寸信息是通過AutoCAD繪圖軟件輸入的,并利用圖形交換接口文件(.DXF)對相關信息進行提取、處理。匹配過程如下:根據環的封閉性,確定圖形環的個數;再根據組成環的元素具有首尾相接的特性,對每個環上的圖形實體元素按一定方向進行有序排列,并對每個連接點進行標號;按照尺寸的種類(線性尺寸、半徑尺寸、直徑尺寸等)對尺寸定義點、文字位置、基本尺寸、上下偏差、尺寸方向等信息進行提取;將提取的信息進行處理,找出與幾何圖形相關連的信息,得到尺寸在圖形實體信息結構中的界限點位置、尺寸標注位置、圓弧尺寸、直徑尺寸的圓心坐標和半徑。這樣就建立了沖裁件上尺寸與幾何圖形的對應關系,即可方便地進行尺寸的計算。凸模刃口尺寸自動計算及標注結果如圖2。
二、3B指令的生成
根據對刃口進行過分析計算后的圖形信息,進行提取、處理,應用VC++和ObjectARX開發的接口軟件自動實現加工零件的AutoCAD圖形到線切割3B指令代碼的轉換。
1、3B指令自動生成流程
ObjectARX是AutoDesk公司推出的新一代功能強大的開發工具,是一種C + +的面向對象的編程工具。它使程序員能夠更直接的訪問AutoCAD深層次的數據結構。
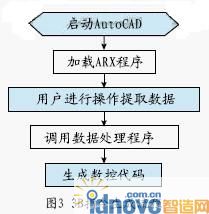
系統由兩大部分組成:
①用ObjectARX開發用戶界面,來提取圖形數據,并輸入線切割相關的參數;
②用VC++開發數據處理程序,來進行計算,生成3B指令代碼。運行流程圖如圖3。
2、計算機實現
采用VC6.0下利用AutoCAD公司提供的類開發ObjectARXA程序,首先在VC++6.0下,選擇ObjectARX2000 AppWizard選項,并選擇支持MFC,生成一個工程3B,程序的結構是:
(1)用acedRegCmds-%26gt;addCo m m a nd(“3B”,“3B”,
“3B”,ACRX_CMD_MODAL,callArx);語句注冊一個ARX命令
(2)程序接口為acrx
EntryPoint(AcRx:AppMsgCodemsg,void*pkt)
{switch(msg)}
case AcRx::kInitAppMsg:
a c r x D y n a m i c L i n k e r -%26gt;unlockApplication(pkt);
a c r x D y n a m i c L i n k e r -%26gt;registerAppMDIAware(pkt);
InitApplication(); Break;
Case AcRx::kUnloadAppMsg;
UnloadApplication();Break;}
Return AcRx::kRetOk;}
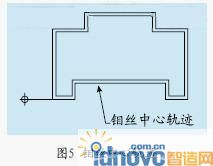
(3)結合VC++6.0和ARX的編程原則,在ARX程序框架中,編寫對圖形信息讀取程序、直線切割程序、圓弧切割程序及由直線或圓弧擬合的曲線切割程序、相關參數設定程序等,最終經過編譯生成與CAD內容命令一致的ARX命令,在AutoCAD中加載運行,通過輸入一些相關的參數(鉬絲半徑、偏置方向等),生成3B指令和鉬絲中心軌跡圖形。

三、結論
程序運行結果表明:線切割時把對沖模刃口尺寸自動計算方法與基于AutoCAD的自動編程接口有機的結合在一起,實現了由AutoCAD圖形文件自動計算刃口尺寸并由計算后的圖形信息自動生成線切割加工的3B指令代碼,提高了系統的計算效率和自動化程度;同時,軟件接口以VC+6.0和ARX環境下的MFC為程序載體,具有良好的人機界面,可以根據工藝的具體要求對加工的工藝路線做隨時調整和修改,具有很好的實用性。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF