數控機床是現代制造業的關鍵設備。隨著數控機床的大量使用和數控技 術的不斷發展,需要大批能熟練掌握現 代數控機床編程、操作的工程技術人 員,高職高專類院校就擔負著培養這種 職業技術型、應用型人才的重任。數控 編程與操作不僅是高職機電類、數控專 業的主干課程,還是一門新興的科目、一門難以掌握和講授的實用型課程。如 何改進教學方法、提高教學質量,是當 前迫切需要解決的一項重要課題。筆者 結合這幾年的教學實踐,來講解下軸類 零件的實際數控編程和操作過程。
一個人所編的程序,既能反映他 的思維方式,又能體現他的工藝路線安 排,同時還可以看出他運用系統編程的 能力。對于一個零件圖,可以編制出幾 個實用程序,無論采用什么系統編程,首先就要對零件圖進行分析,確定合理 的工藝方案和走刀路線;其次,確定采 用的編程系統,選擇西門子系統、法拉 克系統還是國產系統;最后,根據所確 定的系統指令編制加工程序。
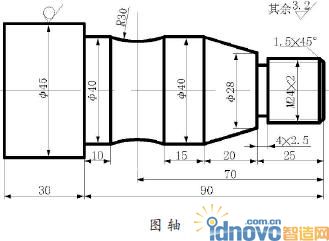
一、零件分析
本例的軸類零件如圖所示,通過對此零件的分析,首先確定其加工路 線:先粗精加工外形;切退刀槽;加 工螺紋;加工圓弧。然后就可以編制 程序了。
二、編程
針對本次零件加工,我們采用法拉克系統進行編程:
O6006; (程序名)
N10 T0101; (90°車刀) N20 S1000M03;
N30 G00X50.Z0.;
N40 G01X-0.5F0.2; (車端面) N50 G00Z4.;
N60 G00X47.S800.;
N70 G71U2.R1.;(外徑粗車循環) N80 G71P90Q150U0.5W0.1; N90 G00X19.Z1.S1000.F0.1;
N100 G01X24.Z-1.5;(精車程序段) N110 Z-25.;
N120 X28.;
N130 X40.Z-45.; N140 Z-90.; N150 X46.
N160 G70P90Q150;(精加工循環) N170 G00X100.Z100.;
N180 T0202; (換4mm切槽刀) N190 S300M03;
N200 G00X35.Z-25.; N210 G01X19.F0.1; N220 G00X40.;
N230 G00X100.Z100.;
N240 T0303S500.; (換60°螺紋刀)
N250 G00X26.Z10.;
N260 G76P011260Q100R100;(螺紋 復合循環)
N270 G76X 21.4Z -21. R0.P1300Q400F2.;
N280 G00X100.Z50.;
N290 T0404S800; (換尖刀) N300 G00Z-60.;
N310 G00X40.5.;
N320 G02U0.W-20.R30.F0.2;(粗 車圓弧)
N330 G00W20.; N340 G01U-0.5;
N350 G02U0.W-20.R30.F0.1;(精 車圓弧)
N360 G00X42.;
N370 G00X100.Z100.; N380 M05; (主軸停) N390 M30; (程序結束)
三、數控車削加工操作
1.加工準備
(1)工件安裝與校正。因為毛坯是φ 50×150的45鋼圓棒料,所以采用三爪自定心卡盤進行裝夾。三爪自定心卡盤因其自動定心作用,能夠保證工件被夾持部分基本上與車床主軸軸線同軸,但伸出部分特別是離卡爪較遠部分需要敲擊校正,才能使工件整個軸線與主軸軸線同軸。校正的任務是找出旋轉工件的最高點并敲正。通常粗校時,因工件夾偏較多,為安全起見不開車,而用手扳動卡盤旋轉,這時在車床導軌適當處找個參考點,與旋轉的工件外圓比較,找出工件的最高點,用銅棒敲擊。當旋動工件的外圓表面與參考點距離一樣時,校正完成。當工件較小、較短且在安全狀態許可時,可采用粉筆輔助校正,即手持粉筆,以刀架為支點,開慢車,旋轉到最高點即被擦上粉筆灰,用前面的辦法進行校正。
(2)車刀選用。
本次加工需要4把刀具,分別為90°車刀、4m m切槽刀、60°螺紋刀和 尖刀。
2.加工操作
(1)啟動FANUC數控車床。
開機前,操作應做好以下檢查 工作:
◎檢查機床的防護門、電箱門等是否關閉;
◎檢查各潤滑裝置上油標的液面 位置是否充足;
◎檢查切削液是否充足;
◎檢查所選擇的液壓卡盤的夾持
方向是否正確;
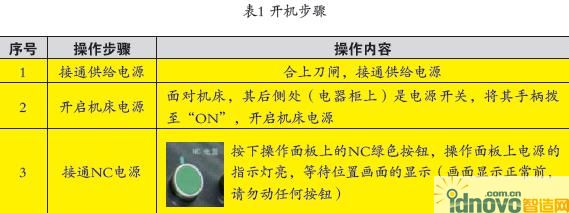
◎檢查切屑槽內的切屑是否已清理干凈。 開機:當以上檢查均符合要求時,正式開機,開機步驟如表1所示。
機床通電后,操作者應做好以下 檢查工作:
◎檢查液冷卻風扇是否啟動,液 壓系統是否啟動;
◎檢查操作面板上各指示燈是否 正常,各按鈕、開關是否正常;
◎觀察顯示屏上是否有報警顯 示,若有,則應及時處理;
◎觀察液壓裝置的壓力,壓力表 指示是否在正常的范圍內;
◎回轉刀架是否可靠夾緊,刀具 是否有損傷。
(2)手動移動機床,使各軸位于機 床行程的中間位置。
(3)數控機床的回零操作。
回零操作又稱回參考點操作,其目的是讓數控車床能夠識別機床坐標系,而機床坐標系是建立工件坐標系的基礎。
開機后回參考點,可消除屏幕顯示的隨機動態坐標,使機床有個絕對的坐標基準。在連續重復加工后,回 參考點可消除進給運動部件的坐標累積誤差。
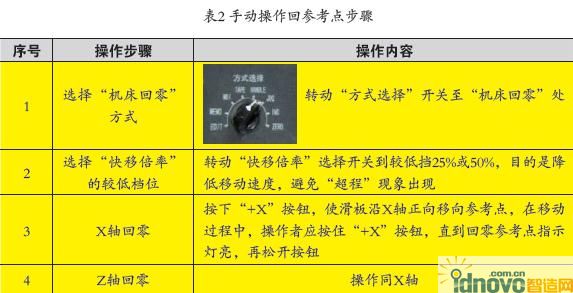
回參考點操作,一般有手動操作 回參考點和指令回參考點兩種方法。手動操作回參考點的步驟,如表2所示。
(4)手動輸了程序,并對工件進行 加工。
3.測量工件
采用游標卡尺對工件進行測量。
4.停止數控車床
(1)關機前的準備工作。
◎檢查循環情況:控制面板上循環啟動的指示燈L E D熄滅,循環啟動應 在停止狀態;
◎檢查可移動部件:車床的所有 可移動部件都應處于停止狀態;
◎檢查外部設備:如有外部輸 入、輸出設備,應全部關閉。
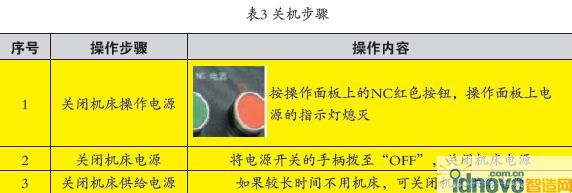
(2)關機步驟。 關機步驟,如表3所示。
(3)其他。
對數控車床進行清潔和保養,整 理刀具、量具和工具。
相關文章
- 2021-09-08BIM技術叢書Revit軟件應用系列Autodesk Revit族詳解 [
- 2021-09-08全國專業技術人員計算機應用能力考試用書 AutoCAD2004
- 2021-09-08EXCEL在工作中的應用 制表、數據處理及宏應用PDF下載
- 2021-08-30從零開始AutoCAD 2014中文版機械制圖基礎培訓教程 [李
- 2021-08-30從零開始AutoCAD 2014中文版建筑制圖基礎培訓教程 [朱
- 2021-08-30電氣CAD實例教程AutoCAD 2010中文版 [左昉 等編著] 20
- 2021-08-30電影風暴2:Maya影像實拍與三維合成攻略PDF下載
- 2021-08-30高等院校藝術設計案例教程中文版AutoCAD 建筑設計案例
- 2021-08-29環境藝術制圖AutoCAD [徐幼光 編著] 2013年PDF下載
- 2021-08-29機械AutoCAD 項目教程 第3版 [繆希偉 主編] 2012年PDF